Introduction
According to USDA FSIS data, seal failures are a documented source of foreign body contamination — degraded elastomer fragments that migrate into product streams and bypass standard detection systems. Non-compliant seals create hidden harborage points where Listeria and Salmonella survive cleaning cycles, turning routine maintenance into a recurring contamination risk.
Selecting sealing components that prevent contamination while withstanding aggressive CIP and COP protocols is one of the most consequential decisions food processing facilities make.
Understanding 3-A and EHEDG requirements — covering material composition, surface finish, groove design, and traceability documentation — determines whether seals can legally operate in direct food contact applications.
When those requirements aren't met, the consequences extend well beyond a failed audit. Contamination events trigger production shutdowns, regulatory violations, and brand damage that consistently outpace the cost of specifying compliant seals from the start.
Key Takeaways
- 3-A and EHEDG govern seal design, materials, and construction in food processing equipment
- Compliance requires FDA/EU-approved materials, sanitary design principles, and rigorous documentation
- Material selection must balance chemical resistance, CIP/SIP compatibility, and regulatory approval
- Non-compliance can mean product contamination, failed audits, and costly equipment redesigns
- Material approval and design compliance are both required: using food-grade material without meeting design standards is not enough
What 3-A and EHEDG Compliance Represents in Sanitary Sealing
3-A Sanitary Standards are voluntary standards developed by 3-A Sanitary Standards, Inc. for equipment used in dairy and food processing throughout North America. These standards cover design, fabrication, and installation requirements, with Standard 18-03 specifically addressing multiple-use rubber and rubber-like materials. The standards are prescriptive, detailing specific radii, surface finishes, and material requirements verified through a Third-Party Verification (TPV) program.
EHEDG (European Hygienic Engineering & Design Group) provides guidelines and certification for hygienic equipment design with broader global adoption. Guideline 48 addresses elastomeric seals specifically. EHEDG emphasizes performance-based validation, requiring equipment to pass practical cleanability tests demonstrating it can be cleaned as effectively as a reference pipe.
Both standards address the same core objective—preventing microbial harborage and ensuring cleanability—but differ in technical requirements, testing protocols, and geographic focus. 3-A dominates in the United States, while EHEDG is the European standard with increasing global recognition.
Key Differences Between 3-A and EHEDG Standards
| Feature | 3-A Sanitary Standards | EHEDG Guidelines |
|---|---|---|
| Certification Approach | Third-Party Verification (TPV) with formal symbol authorization | Design review plus optional certification with physical testing |
| Testing Focus | Visual inspection and design criteria verification | Microbiological cleanability testing required for certification |
| Surface Finish | Ra ≤0.8 µm for product contact surfaces | Ra ≤0.8 µm required; rougher surfaces permitted if cleanability is proven |
| Documentation | Engineering drawings and material compliance | Design review plus CIP test results for Type EL Class I |
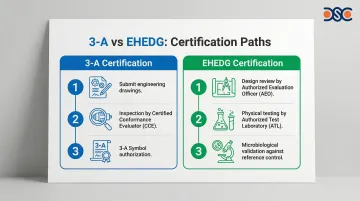
The certification and testing paths differ significantly between the two standards:
- 3-A certification uses TPV inspection by a Certified Conformance Evaluator (CCE), authorizing use of the 3-A Symbol upon approval
- EHEDG certification requires both a design review by an Authorized Evaluation Officer (AEO) and physical testing by an Authorized Test Laboratory (ATL)
- 3-A testing focuses on visual inspection, measuring radii, and verifying material compliance against detailed specifications
- EHEDG testing uses microbiological validation: equipment is deliberately contaminated, cleaned per protocol, then inspected for bacterial growth against a reference control
Why Compliance Matters Beyond Regulatory Requirements
Compliance with either standard reduces contamination risk through design features that eliminate microbial harborage points, dead legs, and crevices where pathogens can survive. Beyond hygiene design, compliant seals deliver measurable operational benefits:
- Withstand CIP (Clean-in-Place) protocols at 80–150°C without degradation or compression set
- Resist SIP (Sterilize-in-Place) cycles without surface cracking that creates new contamination pathways
- Reduce cleaning cycle failures by maintaining consistent surface integrity over time
Documented compliance also simplifies regulatory audits from FDA, USDA, and EU authorities. Both 3-A and EHEDG maintain searchable online databases of certified components, so auditors can verify compliance quickly. That traceability becomes especially valuable during customer quality assessments and third-party certifications like GFSI.
Material Requirements for Sanitary Seals
Selecting the right elastomer means satisfying two parallel requirements: food contact regulations and mechanical performance in harsh processing conditions. Both the base polymer and the full formulation must be validated — no prohibited additives, curatives, or processing aids.
FDA and EU Material Compliance Framework
FDA Requirements (United States): 21 CFR 177.2600 governs "rubber articles intended for repeated use" in food contact. Key requirements include:
- Total extractives not exceeding 20 mg/in² (first 7 hours) and 1 mg/in² (next 2 hours) in distilled water for aqueous foods
- Total extractives not exceeding 175 mg/in² (first 7 hours) and 4 mg/in² (next 2 hours) in n-hexane for fatty foods
- Compliance applies to finished formulations, not just base polymers
EU Requirements (Europe): Three core regulations govern EU food contact materials:
- EU Regulation 1935/2004 — the overarching framework prohibiting constituent migration at harmful levels or food composition changes
- EU 10/2011 — sets specific migration limits (SML) for plastics; testing protocols are routinely applied to elastomers
- EC 2023/2006 — mandates Good Manufacturing Practices for all food contact materials
Common Food-Grade Elastomer Options
EPDM (Peroxide-Cured): The standard choice for dairy and beverage lines. Operating range: -45°C to +150°C.
- Excellent steam resistance — well-suited for repeated SIP cycles
- Strong resistance to acids, alkalis, and polar solvents; poor resistance to oils and fats
- White or natural color options support visual contamination checks
- FDA-compliant grades widely available
Silicone (VMQ): Best for extreme temperature ranges (-60°C to +230°C).
- Transparent grades allow visual process monitoring
- Platinum-cure grades satisfy pharmaceutical requirements
- Poor tear strength and limited resistance to concentrated acids and alkalis
- Not recommended for superheated steam above 121°C
FKM (Viton): Highest chemical resistance among common food-grade elastomers. Operating range: -25°C to +200°C.
- Resists oils, fats, and aggressive CIP cleaning chemicals
- FDA-compliant grades cover demanding dual-exposure applications
- Steam-resistant grades required for SIP use
DSC's ISO 17025 accredited lab supports custom compound development and validation testing, with access to hundreds of FDA-compliant formulations across all three elastomer families.
Material Properties That Enable Sanitary Performance
Three material characteristics directly determine whether a seal stays sanitary through repeated cleaning cycles:
- Surface density — non-porous elastomers resist bacterial penetration and fluid absorption. Microscopic porosity creates harborage points that survive standard CIP protocols.
- Low extractables — migration testing confirms compounds don't release substances into food, preventing contamination, off-tastes, or odor transfer.
- Compression set stability — seals must tolerate CIP/SIP thermal cycling (80–150°C) without permanent deformation. Replace seals when compression set reaches 20–25%; beyond that threshold, resilience loss opens pathways for microbial ingress.

Design and Construction Standards for Sanitary Seals
Material compliance alone is insufficient—seal geometry, surface finish, and installation design must eliminate entrapment areas and enable complete drainage and cleaning. Non-compliant groove designs create crevices where product accumulates and bacteria harbor, even when using approved materials.
Sanitary Design Principles
Three core principles govern sanitary seal design under both 3-A and EHEDG:
- Self-draining geometry: Seals and grooves must not trap product or cleaning solution. Both standards specify a minimum >3° slope from horizontal to ensure complete drainage toward drain points.
- Surface finish: Product contact surfaces must be free of cracks, crevices, or voids. The Ra ≤0.8 µm (32 µin) maximum roughness threshold applies under both frameworks.
- Thermal compatibility: System components must have compatible thermal expansion coefficients. PTFE expands approximately 6x more than stainless steel—causing deformation during temperature cycling and leaving crevices upon cooling.
Specific 3-A Design Requirements for Seals
3-A Class I standards for direct product contact seals require:
- Material approval under FDA regulations
- Surface finish as smooth as No. 4 ground finish (Ra ≤0.8 µm), free of pits and crevices
- Internal angles less than 135° must have radius of ≥6.35 mm (1/4 inch), with exceptions allowing 3.18 mm (1/8 inch) for functional requirements like seal grooves
- Permanent joints must be continuously welded and smoothed
- Gaskets must be self-positioning and form "substantially flush" interior joints
Compliance also requires material certifications, compliance statements, and installation documentation. A Certified Conformance Evaluator then inspects engineering drawings and physical equipment against the standard before authorizing use of the 3-A Symbol.
Specific EHEDG Design Requirements and Testing
EHEDG hygienic design criteria include:
- Drainability angle requirements (typically >3° slope from horizontal)
- Dead space elimination—T-pieces and sensor ports must be flushed by main flow
- Profiled seal grooves that allow controlled compression without creating crevices (conventional rectangular O-ring grooves discouraged)
- Accessibility for cleaning verification
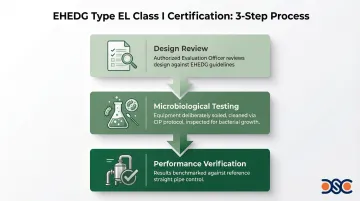
EHEDG Type EL Class I certification applies to equipment in product contact zones requiring wet CIP without dismantling. Certification involves three steps:
- Design review by an Authorized Evaluation Officer against EHEDG guidelines
- Microbiological cleanability testing per Guideline 2—equipment is deliberately soiled with specific organisms, cleaned via CIP protocol, and inspected for bacterial growth
- Verified performance matching a reference straight pipe control
This microbiological validation step distinguishes EHEDG from 3-A's design-focused approach—making EHEDG certification the stronger evidence of cleanability in CIP-dependent lines.
Validation, Testing, and Documentation Requirements
Compliance hinges on a complete documentation trail — from raw material certification through installation qualification and periodic re-verification. Gaps in this trail surface quickly during regulatory audits and customer assessments.
Material Certification and Traceability
Required documentation:
- FDA compliance letters or EU Declaration of Compliance (DoC) referencing specific regulations (21 CFR 177.2600 or EC 1935/2004)
- Material composition disclosure identifying base polymer and additives
- Absence of prohibited substances declarations
- Extraction test results demonstrating migration limits compliance
Lot traceability enables material recall if contamination is discovered. Each seal batch should be traceable to specific material lots with full documentation packages.
DSC (Detroit Sealing Components) stocks hundreds of FDA-compliant compounds with full documentation packages — useful when procurement teams need audit-ready records quickly. Their ISO 17025 accredited lab supports material development and testing for custom formulations.
Installation and Operational Qualification (IQ/OQ)
Installation Qualification verifies:
- Correct seal selection (material, size, compliance documentation)
- Proper groove design meeting sanitary standards
- Appropriate compression (avoiding both over-compression that causes protrusion and under-compression creating crevices)
- Sanitary installation practices
Operational Qualification testing includes:
- Leak testing under operating pressures
- CIP effectiveness verification through microbiological sampling
- Visual inspection protocols for surface degradation
- Thermal cycling validation
Periodic Re-validation and Replacement Criteria
Inspection frequency should be risk-based:
- Daily visual checks for critical applications (allergen changeovers, pathogen-sensitive products)
- Weekly inspections for standard applications
- Post-CIP verification for aggressive cleaning protocols
Replacement triggers:
- Visible damage (cuts, tears, surface cracking)
- Compression set exceeding 20-25% (industry benchmark)
- Surface degradation or discoloration
- Time-based replacement per HACCP plan (regardless of visual condition)
Seals should be included in HACCP plans as potential physical (foreign body) and biological (harborage) hazards.
Common Compliance Pitfalls and Misconceptions
Most compliance failures don't come from using the wrong material — they come from execution gaps that surface only during audits or contamination events. These are the pitfalls engineers encounter most often:
- "Food-grade" material ≠ compliant design. FDA-approved elastomers installed in non-sanitary groove geometries still create contamination risks. Material approval is necessary, but it's not sufficient on its own.
- Conventional groove designs trap product. Rectangular O-ring grooves, dead legs in T-sections, and sensor ports that cleaning fluid can't reach are frequent audit findings. Exposed threaded fasteners in product zones violate both 3-A and EHEDG requirements.
- CIP compatibility is separate from material approval. Seals that pass static tests often degrade under real CIP chemistry and temperature cycling. EPDM handles steam well but breaks down in oil-based products; FKM resists oils but some grades fail in high-pH caustic cleaners.
- Compression tolerances have a narrow window. Over-tightening forces seals to protrude into product streams, disrupting flow and cleanability. Under-compression leaves crevices where bacteria grow. Both errors are avoidable with proper torque specifications.
- Documentation gaps can fail an otherwise clean audit. Without traceable records — from material certification through installation validation — physical compliance alone won't hold up. Both 3-A and EHEDG require comprehensive paper trails.

Conclusion
3-A and EHEDG compliance is a system-level discipline, not a material specification. Meeting it requires food-grade elastomers paired with the right groove geometry, proper compression ratios, and validated cleaning protocols — every element working together from design through documentation.
The cost of non-compliance quickly outweighs the investment in getting it right. Cutting corners on seal specification exposes operations to:
- Regulatory violations that trigger production shutdowns
- Product recalls that erode customer trust and brand equity
- Failed audits requiring expensive equipment redesign
- Contamination events with direct public health consequences
For food processing operations, compliant sealing isn't a paperwork exercise — it's what keeps the line running and the product safe.
Frequently Asked Questions
What are the 3A hygienic standards?
3-A Sanitary Standards are voluntary standards developed for dairy and food processing equipment covering materials, design, fabrication, and installation. They ensure equipment can be mechanically cleaned and dismantled for inspection, preventing microbial harborage through prescriptive design requirements.
What seals are food safe?
Food-safe seals require both FDA-compliant elastomers (EPDM, Silicone, FKM meeting 21 CFR 177.2600) AND sanitary design compliance. Material approval alone is insufficient—groove design must eliminate crevices, enable drainage, and maintain surface finish requirements (Ra ≤0.8 µm).
What type of diaphragm seal is suitable for sanitary or food processing applications?
Sanitary diaphragm seals must provide full-bore drainage, one-piece crevice-free construction, and FDA/EU-compliant elastomers. They need sufficient flexibility to form a reliable seal under process pressures while withstanding CIP cleaning protocols without swelling, cracking, or surface degradation.
What is the ISO standard for O-rings?
ISO 3601 covers O-ring dimensions, tolerances, and designation codes for fluid power systems. However, food applications additionally require material compliance with FDA 21 CFR 177.2600 or EU 1935/2004 and design compliance with 3-A or EHEDG sanitary standards.
How do I verify a seal meets 3-A or EHEDG requirements?
Request material compliance documentation (FDA/EU compliance letters), verify design meets sanitary principles (drainability, Ra ≤0.8 µm surface finish), and confirm supplier provides installation guidance. Check 3-A Symbol Holder database or EHEDG Certified Equipment list to verify formal certification status.
What's the difference between 3-A certified and 3-A compliant?
3-A certified means formal Third-Party Verification by a Certified Conformance Evaluator with authorization to display the 3-A Symbol. 3-A compliant is a self-declaration that the design meets standards without independent verification. Certification is typically required for dairy and USDA-regulated applications; compliant self-declaration may satisfy other food processing environments where auditors accept supplier documentation.