Introduction
A single non-compliant seal can contaminate a batch, trigger an FDA warning letter, or worse — compromise patient safety. In pharmaceutical manufacturing, elastomer selection isn't just an engineering decision. It carries regulatory weight.
Many procurement engineers and process engineers searching for guidance run into the same stumbling block: they look for "FDA approved" elastomers and find confusing, inconsistent answers. That's because FDA compliance for sealing materials works nothing like drug approval. The regulatory framework, documentation requirements, and terminology are each distinct — and conflating them leads to costly mistakes.
This guide cuts through that confusion. You'll find a clear breakdown of the regulatory framework governing pharmaceutical elastomers, a practical comparison of the top compliant materials, and what proper compliance documentation actually looks like — so you can source and specify with confidence.
Key Takeaways
- The FDA doesn't "approve" individual elastomers — 21 CFR 177.2600 defines permissible ingredients and extractable limits that finished rubber articles must meet
- FDA-compliant elastomers for pharmaceutical sealing include FKM, silicone, EPDM, FFKM, and certain NBR grades
- Pharmaceutical applications often require both 21 CFR 177.2600 compliance and USP Class VI biocompatibility testing
- Material selection depends on process media, temperature, sterilization method, and extractables sensitivity
- Always request formal compliance certificates and extraction test data — verbal assurances aren't enough
What FDA Compliance Actually Means for Pharmaceutical Elastomers
FDA Compliant vs. FDA Approved — The Distinction That Matters
"FDA approved" applies to finished drugs and medical devices that have gone through formal FDA review. Elastomer materials don't work that way. A material becomes FDA compliant by meeting the ingredient and extractable limits defined in 21 CFR Part 177.2600. That verification comes from testing by the manufacturer of the finished rubber article — not from the FDA itself.
The phrase "FDA certified" also circulates informally, but it has no official standing. What matters is documented conformance to 177.2600.
| Term | What It Means | Who Grants It |
|---|---|---|
| FDA Approved | Formal review of a finished drug or device | FDA |
| FDA Compliant | Material meets 21 CFR 177.2600 limits | Manufacturer (self-attested, test-backed) |
| FDA Certified | No official definition | No governing body |
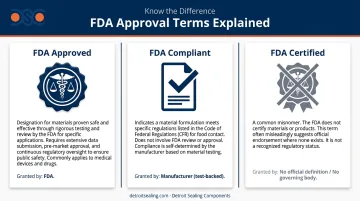
For procurement teams, the practical takeaway is this: when a supplier claims "FDA compliant," ask for the test data and formal compliance certificate. Without documentation, the claim is unverifiable.
Where USP Class VI Fits In
For injectable drugs, biologics, and vaccines, 177.2600 compliance alone is typically insufficient. These applications require USP Class VI biocompatibility testing — a standard from the United States Pharmacopeia that involves three specific biological reactivity tests:
- Systemic injection — evaluates systemic toxicity in a live animal model
- Intracutaneous — assesses local tissue irritation at the injection site
- Implantation: confirms no adverse tissue response after direct contact
USP Class VI is governed by USP <87> (in vitro biological reactivity) and USP <88> (in vivo biological reactivity). For any direct drug-contact sealing application, plan to satisfy both 177.2600 and USP Class VI — they address different risk dimensions and regulators increasingly expect both.
Key FDA Regulations Governing Pharmaceutical Sealing Materials
Breaking Down 21 CFR 177.2600
This regulation governs rubber articles intended for repeated use in contact with food and pharmaceutical products. It covers two distinct compliance areas:
| Paragraphs | What They Cover |
|---|---|
| (a)–(d) | Permitted ingredients: elastomers, vulcanization agents, accelerators, fillers, antioxidants, and other adjuvants — with quantity restrictions |
| (e) | Aqueous extractive limits: 20 mg/in² for the first 7 hours, then 1 mg/in² for the next 2 hours (water reflux) |
| (f) | Fatty extractive limits: 175 mg/in² for the first 7 hours, then 4 mg/in² for the next 2 hours (n-hexane reflux) |

A seal must satisfy both the formulation requirements and the extraction test thresholds. Meeting one without the other doesn't constitute compliance.
Additional Standards Pharmaceutical Buyers Reference
Beyond 21 CFR 177.2600, pharmaceutical manufacturers also require compliance with:
- USP <87> — In vitro biological reactivity testing
- USP <88> — In vivo biological reactivity (required for Class VI designation)
- ICH Q3E — FDA's 2025 draft guideline on extractables and leachables; not yet binding, but increasingly cited in supplier qualification
Any elastomer supplied for pharmaceutical sealing use must be supported by full compliance documentation — test data, formulation records, and extraction results.
Top FDA Compliant Elastomers for Pharmaceutical Sealing
Matching elastomer to application is where FDA compliance becomes an engineering decision. Process chemistry, sterilization method, temperature range, and regulatory tier each narrow the field — and the wrong call can mean failed validation, batch loss, or a contamination event.
FKM (Fluoroelastomer / Viton®)
FKM is one of the most widely specified elastomers in pharmaceutical process sealing, and for good reason:
- Broad chemical resistance to aggressive solvents, acids, bases, and CIP cleaning agents
- Continuous service temperature to approximately 204°C (400°F)
- Low compression set for reliable, long-term sealing performance
Critical caveat: Not all FKM grades qualify. FDA-grade FKM must be specifically formulated and documented for 177.2600 compliance — compound-specific verification is non-negotiable.
Common pharmaceutical applications: Centrifugal pumps, diaphragm valves, filter-dryers, chromatography columns, and process equipment subjected to aggressive CIP cycles.
Silicone (VMQ / PVMQ)
Silicone is a strong candidate for aqueous, steam, and mild chemical environments:
- Wide temperature range — cryogenic through approximately 200°C+
- Excellent flexibility at low temperatures
- Proven biocompatibility profile in pharmaceutical and medical use
- Low extractables when properly formulated
Common forms: O-rings, gaskets, tubing, and sponge/solid profiles. Silicone's key limitation is poor resistance to petroleum-based solvents and many organic chemicals — it's not the right choice for solvent-intensive pharmaceutical processes.
For applications that do fit silicone's profile, DSC's LSR products are manufactured in a Class 1000 cleanroom using a closed-loop process — a manufacturing approach that directly supports the purity requirements of pharmaceutical and medical environments.
EPDM (Ethylene Propylene Diene Monomer)
EPDM is a cost-effective choice for steam and water-based environments:
- Strong resistance to hot water, steam, and water-based CIP cleaning agents
- Suitable for steam-in-place (SIP) sterilization at 121–132°C
- Available in FDA-compliant grades with broad market availability
Critical caveat: EPDM is incompatible with petroleum oils, hydrocarbon solvents, and many synthetic lubricants. Verify that all process media and lubricants in the system are compatible before specifying EPDM.
FFKM (Perfluoroelastomer)
FFKM is the premium option when conventional materials fail:
- Near-universal chemical resistance across acids, caustics, ketones, aldehydes, esters, ethers, solvents, and steam
- Highest continuous service temperature of any elastomer — Solvay's Tecnoflon PFR 70-WX1 is rated to 300°C, and Greene Tweed's Chemraz SD625 is documented to 260°C
- Extremely low extractables profile
- Achievable FDA 21 CFR 177.2600 and USP Class VI compliance
Note: Even FFKM has limits. Some grades show 30–50% swelling in hot amines above 70°C — grade-specific data is essential.
Where FFKM justifies its cost: Biologics and vaccine manufacturing, lyophilizers, reactors handling aggressive APIs, and any application where seal failure would trigger costly batch loss or patient safety risk.
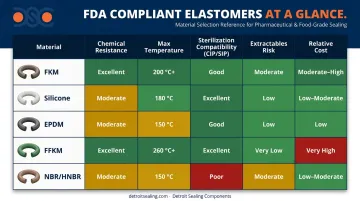
NBR and HNBR
When process risk is lower and chemical exposure is limited, standard nitrile (NBR) becomes a cost-viable option. Acrylonitrile-butadiene copolymer is listed as a permitted elastomer under 177.2600, though its scope in pharmaceutical applications is narrower than FKM or FFKM:
- Moderate chemical resistance limits its role in aggressive pharmaceutical cleaning environments
- Susceptibility to degradation by caustic cleaning agents makes it a secondary choice for direct drug-contact sealing
- HNBR improves on NBR's heat and chemical resistance but still falls short of FKM or FFKM in demanding pharmaceutical applications
NBR and HNBR are better suited for lower-risk auxiliary applications where chemical exposure is limited.
Pharmaceutical-Specific Sealing Challenges
CIP and SIP Compatibility
CIP and SIP are standard protocols in pharmaceutical manufacturing. Seals face repeated exposure to:
- Steam at 121–132°C (SIP sterilization temperatures per CDC guidance)
- Caustic sodium hydroxide solutions
- Peracetic acid and other sanitizing agents
- Dilute acids and bases from CIP cycles
Materials must resist swelling, compression set, and chemical degradation across hundreds of cleaning cycles — without compromising seal integrity or increasing extractables into the process stream. Define replacement intervals through validated application testing, not generic cycle counts.
Extractables and Leachables (E&L)
Even a 177.2600-compliant material can release trace compounds that interact with sensitive drug substances. This is a direct concern for injectable biologics and small-molecule APIs.
The CFR extraction tests (water and n-hexane reflux) are a minimum screen — not a complete pharmaceutical E&L assessment. Industry standards from PQRI (2022) and BioPhorum (2020) reflect expectations that go well beyond what 177.2600 covers for high-risk drug-contact applications.
Minimizing E&L risk requires:
- Selecting low-extractable compound formulations verified at the grade level
- Requesting lot-specific extraction test data from the supplier
- For high-purity applications, specifying seals produced in cleanroom environments
Evolving Demands from Advanced Drug Modalities
Those E&L and CIP demands intensify with advanced drug modalities. Biologics, gene therapies, and large-molecule drugs introduce harsher process conditions — more aggressive organic solvents, novel excipients, and more frequent sterilization cycles than traditional small-molecule manufacturing.
Seals adequate for conventional APIs may be incompatible with these newer processes. Engineers specifying seals for new facilities or equipment upgrades should evaluate materials against the full chemical and thermal range the process may encounter over its entire lifecycle — not just current operating conditions.
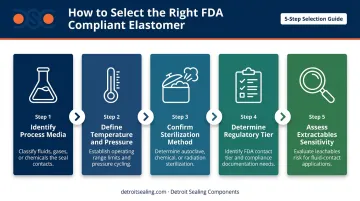
How to Select the Right FDA Compliant Elastomer
A practical decision framework for material selection:
- Identify all process media — drug substance, solvents, cleaning agents, lubricants
- Define operating temperature and pressure ranges
- Confirm the sterilization method — CIP, SIP, autoclave, or chemical
- Determine the regulatory tier required — 177.2600 only, or also USP Class VI
- Assess extractables sensitivity — based on drug type (injectable, oral, topical) and direct vs. indirect contact
Working through these five criteria narrows the field considerably — but the right compound still needs to be verified, not assumed. DSC's access to hundreds of rubber compounds across all elastomer families, backed by ISO 17025 accredited laboratory capabilities, helps pharmaceutical customers identify and qualify the right FDA-compliant compound for their application, including custom formulations where standard grades don't meet requirements.
Once the material is selected, documentation is the next line of defense. Require suppliers to provide:
- Compliance certificates referencing 21 CFR 177.2600 by paragraph
- Extraction test reports (water and n-hexane results vs. limits)
- USP Class VI test data where required
- Batch-level material traceability records
Verifying and Documenting FDA Compliance for Pharmaceutical Seals
What a Complete Compliance Package Looks Like
The responsibility for demonstrating 177.2600 compliance sits with the manufacturer of the finished rubber article. End-users and OEMs must retain this documentation for regulatory audits and FDA inspections.
That documentation package should cover four core areas:
| Document | Purpose |
|---|---|
| FDA 21 CFR 177.2600 compliance certificate | Confirms formulation meets permissible ingredient requirements |
| Extraction test reports (water + n-hexane) | Verifies extractable limits per paragraphs (e) and (f) |
| USP <87>/<88> test data | Required when biocompatibility or Class VI is specified |
| Batch-specific material certifications | Supports lot traceability for regulatory audits |
Any change to the elastomer compound formulation or manufacturing process should trigger re-documentation and formal supplier notification. Under 21 CFR 211.65 and 211.100, drug-contact equipment surfaces must not be reactive, additive, or absorptive. Written production procedures must reflect any process changes as well.
Supplier Qualification Audits
Pharmaceutical quality and procurement teams should conduct supplier qualification audits covering:
- Elastomer compound documentation and ingredient disclosure
- Manufacturing controls and cleanroom practices
- Change notification procedures for formulation or process changes
A compliance certificate from an initial qualification only holds value if the compound remains consistently formulated over time. Without active change notification procedures, reformulations can go undetected — putting traceability and audit readiness at risk.
Frequently Asked Questions
Frequently Asked Questions
What materials are FDA approved gaskets?
The FDA doesn't formally "approve" gasket materials as standalone items. Elastomers formulated to meet FDA 21 CFR 177.2600 — including FKM, silicone, EPDM, FFKM, and certain NBR grades — are described as FDA compliant. Material selection still depends on the application, process media, and whether USP Class VI is also required.
What is the difference between FDA compliant and FDA approved elastomers?
"FDA approved" applies to finished devices or drugs reviewed by the FDA. "FDA compliant" elastomers meet the ingredient and extractable limits in 21 CFR 177.2600 — confirmed through manufacturer testing and documentation, not a product-level FDA review.
What does FDA 21 CFR 177.2600 mean for pharmaceutical seals?
This regulation specifies allowable ingredients and extractable substance limits for rubber articles in repeated contact with food or food-contact surfaces. A seal must satisfy both the formulation requirements (paragraphs a–d) and the extraction test thresholds (paragraphs e–f) to be considered compliant.
What is USP Class VI and how does it differ from FDA 21 CFR 177.2600?
USP Class VI is a biocompatibility standard that uses a series of in vivo biological reactivity tests to confirm no harmful systemic response. For pharmaceutical manufacturing — particularly injectables and biologics — USP Class VI is typically required alongside 177.2600 compliance.
Which elastomer is best for CIP and SIP sterilization in pharma?
EPDM performs well in steam and water-based CIP/SIP environments. FKM offers broader chemical resistance when aggressive cleaning agents or solvents are involved. FFKM is the preferred choice for the most demanding high-temperature or chemically aggressive sterilization processes.
How do I verify that an elastomer is truly FDA compliant for pharmaceutical use?
Request compliance certificates referencing FDA 21 CFR 177.2600 by paragraph, extraction test data (water and n-hexane results), and — where biocompatibility is required — USP Class VI test reports. All documentation should be batch-traceable and current to the active compound formulation.