Introduction
Choosing the right sealing material in food and beverage manufacturing isn't just about preventing leaks—it's about protecting brand reputation, ensuring regulatory compliance, and preventing costly contamination incidents. Seal degradation from extreme temperatures, aggressive cleaning chemicals, or incompatible materials can introduce rubber fragments into product streams. Those failures trigger recalls that average $10 million in direct costs and can erase over $100 million in shareholder value.
For food and beverage manufacturers, material choice affects food safety and FDA compliance, cleaning effectiveness, operational costs, and equipment longevity.
The global food processing seals market is projected to grow from $3.7 billion in 2024 to $5.2 billion by 2030, driven by stricter safety regulations and increased automation. That growth reflects real pressure on manufacturers to get material selection right from the start.
What follows compares silicone and EPDM sealing materials for food and beverage applications, covering temperature resistance, regulatory compliance, chemical compatibility with CIP/SIP systems, durability, and total cost of ownership — so you can select the right material for your operation.
Key Takeaways
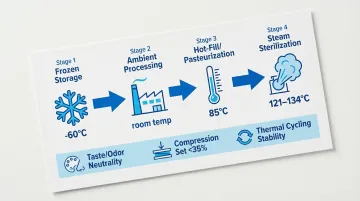
- Silicone handles extreme temperatures (-60°C to 230°C) and repeated steam sterilization, ideal for pasteurization and hot-fill operations
- EPDM excels with water, steam, and alkaline CIP chemicals at lower cost, suitable for cold-fill and moderate-temperature applications up to 130°C
- Both materials meet FDA 21 CFR 177.2600 when properly formulated, but platinum-cured silicone offers highest purity for sensitive products
- Right material choice hinges on process temperatures, cleaning protocols, and total cost of ownership — not purchase price alone
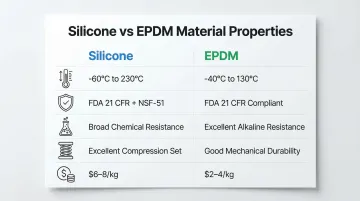
Silicone vs EPDM: Quick Comparison for Food & Beverage
Use this breakdown to match each material's strengths to your process conditions, cleaning protocols, and compliance requirements.
Temperature Resistance
Silicone:
- Continuous range: -60°C to 230°C (-76°F to 446°F)
- Handles hot-fill, pasteurization (72-85°C), and steam sterilization (121-140°C)
- Maintains flexibility and seal integrity through extreme thermal cycling
EPDM:
- Continuous range: -40°C to 130°C (-40°F to 266°F)
- Peroxide-cured grades handle steam up to 180°C intermittently
- Best for cold-fill, fermentation, and ambient-temperature processing
Food Safety & Compliance
Silicone:
- FDA 21 CFR 177.2600 compliant
- NSF-51 certified grades available
- Platinum-cured options offer lowest extractables for pharmaceutical-grade production
- Physiologically inert with no taste or odor transfer
EPDM:
- FDA 21 CFR 177.2600 compliant when properly formulated
- Peroxide-cured preferred over sulfur-cured for food contact
- May have slight odor in some formulations
- Good general food contact performance
Chemical Resistance (Cleaning Agents)
This is where the two materials diverge most sharply — silicone handles a broader range, while EPDM excels specifically with caustic CIP chemistry.
Silicone:
- Good resistance to most CIP chemicals, alcohols, and mild acids/bases
- Moderate resistance to strong alkaline cleaners (sodium hydroxide)
- Can degrade with concentrated acids or bases
EPDM:
- Excellent resistance to water, steam, acids, and alkaline solutions
- Superior performance with hot caustic CIP cleaners
- Poor resistance to fats, oils, and non-polar solvents
Durability & Lifespan
Silicone:
- Excellent compression set recovery (<35% after 24 hrs at 175°C)
- High flexibility maintains seal integrity
- Moderate tear resistance
- Outlasts EPDM in sustained high-temperature service
EPDM:
- Good compression set (19% after 70 hrs at 100°C for premium grades)
- Excellent abrasion and tear resistance
- More durable in mechanical wear applications
- Service life shortens significantly above 130°C
Cost
Silicone runs $6–8/kg versus $2–4/kg for EPDM — roughly 2–3x higher upfront. For high-temperature or high-frequency sterilization applications, silicone's longer service life typically closes that gap. EPDM remains the more economical choice for high-volume, moderate-temperature lines.
What is Silicone for Food & Beverage Applications?
Silicone is an inorganic polymer (polysiloxane) with a silicon-oxygen backbone that provides exceptional stability across extreme temperatures. The Si-O bond has a bond energy of 451 kJ/mol—well above the 352 kJ/mol of carbon-carbon bonds—which explains silicone's remarkable thermal resistance and chemical inertness.
This molecular structure makes silicone ideal for food contact: it's physiologically inert, non-porous, won't harbor bacteria, and maintains dimensional stability from deep freezing through high-heat sterilization.
Food-Grade Certifications
Food-grade silicone must meet FDA 21 CFR 177.2600 compliance for rubber articles intended for repeated food contact. This regulation limits extractables to 20 mg/in² during the first 7 hours of extraction with aqueous foods, and 175 mg/in² for fatty foods.
NSF/ANSI 51 certification establishes additional requirements for materials used in commercial food equipment, ensuring they don't impart deleterious substances to food.
Curing method matters:
- Platinum-cured silicone: Preferred for food and pharmaceutical applications. The addition-curing process produces no odor or flavor-impairing byproducts, offers higher purity, lower extractables, and better transparency.
- Peroxide-cured silicone: Less expensive but can leave unreacted peroxide byproducts that cause "blooming" (white crystal deposits), affect color, and impart odors. Post-curing is required to remove volatiles.
Core Benefits for Food/Beverage Operations
Silicone's material properties translate directly into processing advantages:
- Temperature range: Performs from -60°C in frozen storage through 230°C in continuous high-heat applications, supporting steam sterilization at 121-134°C and hot-fill processes without degradation.
- Thermal cycling flexibility: Maintains seal integrity between refrigeration and sterilization temperatures—critical for equipment running frequent CIP/SIP protocols.
- Taste and odor neutrality: Odorless and tasteless in standard use. Note that some formulations can absorb and release flavors between product runs; specify accordingly for multi-product lines.
- Compression set resistance: Retains less than 35% set after 24 hours at 175°C, so seals hold their sealing force over extended service life without frequent replacement.
Silicone Variations for Food/Beverage
- Solid silicone: Standard O-rings and gaskets for static and dynamic sealing
- Silicone sponge: Compression seals for doors and hatches
- FDA white silicone: Provides visibility for contamination detection
- High-temperature grades: Specialized formulations for autoclave and retort applications up to 270°C intermittently
Use Cases of Silicone in Food & Beverage
Silicone seals appear across several demanding food and beverage environments:
- Dairy processing (pasteurizers, homogenizers, UHT systems): Withstands repeated steam sterilization at 121-140°C through multiple daily SIP cycles without degrading or contaminating product.
- Beverage filling and packaging: Handles hot-fill conditions (85-95°C) and carbonated systems without cracking, hardening, or losing sealing force under pressure fluctuations.
- Aseptic and pharmaceutical-grade food production: Platinum-cured grades meet strict clean room purity requirements, with the lowest extractables profile available—essential for sensitive products like infant formula.
What is EPDM for Food & Beverage Applications?
EPDM (Ethylene Propylene Diene Monomer) is a synthetic rubber with a fully saturated polymer backbone that resists water, steam, and polar substances exceptionally well. Its molecular structure delivers outstanding weathering resistance and strong mechanical properties.
That combination makes EPDM well-suited for food and beverage facilities running aggressive water-based cleaning protocols.
Food-Grade EPDM Formulations
FDA 21 CFR 177.2600 compliant EPDM grades are available for food contact applications, but proper compounding is critical to minimize extractables (chemical residues that can migrate into food products) and ensure safety.
Curing system choice affects food safety and performance:
- Peroxide-cured EPDM: Preferred for food contact. Handles continuous temperatures up to 150°C (300°F), produces fewer extractables, and delivers lower compression set — premium grades show just 19% compression set after 70 hours at 100°C.
- Sulfur-cured EPDM: Offers higher tear strength but tops out at 120°C (250°F). More prone to blooming and metal staining, making it a poor fit for high-temperature hygienic applications.
Core Benefits for Food/Beverage Operations
EPDM's performance profile in food and beverage environments centers on four strengths:
- Water and steam resistance: Peroxide-cured grades withstand continuous steam sterilization at 180°C (356°F), with brief exposure tolerance up to 210°C (410°F) — the highest steam resistance of any common food-grade rubber.
- CIP chemical compatibility: EPDM handles sodium hydroxide (0.8–1.5% at 70°C) and nitric acid (0.8–1.2% at 50–60°C) with minimal swelling and no meaningful property loss.
- Mechanical durability: Strong tear and abrasion resistance extends service life in valve actuation, pump seals, and compression gaskets that experience repeated friction.
- Cost efficiency: At $2–4/kg, EPDM runs 40–60% less than silicone — a meaningful advantage in high-volume operations with moderate temperature requirements.

EPDM Variations for Food/Beverage
- Solid EPDM: High-pressure seals for pumps and valves
- EPDM sponge: Gasketing for doors and access panels
- White EPDM: Visual inspection and contamination detection
- Specially compounded grades: Formulations optimized for specific chemical exposures in CIP/SIP systems
Use Cases of EPDM in Food & Beverage
Brewery and beverage production facilities use EPDM seals in fermentation tanks, bright beer tanks, and kegging lines where water and mild acid resistance are primary requirements. Fermentation processes (10–25°C) and cleaning protocols stay well within EPDM's temperature capabilities, making it a natural fit.
Food processing equipment with CIP systems benefits from EPDM's exceptional resistance to hot alkaline detergents. Door gaskets, pump seals, and valve seats in equipment undergoing frequent cleaning with hot water and sodium hydroxide at temperatures up to 90°C show extended service life with peroxide-cured EPDM.
A Trelleborg case study demonstrated that specialized EPDM grades (E7502 and E7518) proved suitable for milk products with <30% fat content, offering superior resistance to CIP media and high-temperature water compared to silicone and HNBR. This resulted in longer seal system life and improved plant efficiency in dairy operations.
Cold storage and refrigeration applications leverage EPDM's low-temperature flexibility and moisture resistance. Seals for walk-in coolers, refrigerated display cases, and cold-fill bottling lines maintain performance at –40°C while resisting moisture ingress.
Silicone vs EPDM: What is Better for Food & Beverage Applications?
Neither material is universally "better"—the optimal choice depends on your specific operating conditions, cleaning protocols, and regulatory requirements.
Key Decision Factors
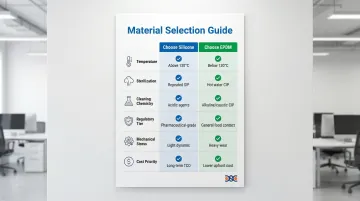
Six factors drive the right material choice:
- Temperature: Silicone is required above 130°C or for steam sterilization above 121°C. EPDM performs well below that threshold at lower cost.
- Sterilization method: Repeated SIP cycles at 121–134°C favor silicone's thermal cycling resistance. Hot water CIP at 70–90°C works well with EPDM.
- Cleaning chemistry: Alkaline CIP (sodium hydroxide at 0.8–1.5%) favors EPDM's caustic resistance. Acidic cleaning agents are compatible with both materials.
- Regulatory tier: Pharmaceutical-grade food production and infant formula manufacturing often require platinum-cured silicone for lowest extractables. General food processing can use FDA-compliant EPDM.
- Mechanical stress: EPDM's tear and abrasion resistance makes it the better choice for dynamic sealing with heavy mechanical wear.
- Total cost of ownership: Silicone costs 2–3x more upfront, but its lifespan in high-temperature service often offsets that premium — more on this below.
Temperature-Based Recommendations
Choose Silicone for:
- Pasteurization (72-85°C with steam cleaning at 121°C+)
- Hot-fill operations (85-95°C)
- Retort processing (121-135°C)
- UHT processing (135-140°C)
- Any equipment requiring repeated steam sterilization above 121°C
- Applications with extreme thermal cycling
Choose EPDM for:
- Cold-fill bottling (ambient to 30°C)
- Fermentation processes (10-25°C)
- Refrigerated storage (-40°C to 10°C)
- Ambient temperature processing with hot water CIP up to 90°C
- Applications staying below 130°C continuously
Chemical Exposure Guidance
Choose Silicone when:
- Seals contact acidic foods or beverages
- Alcoholic beverage production requires alcohol resistance
- Taste or odor transfer is a critical concern
- Minimal extractables are required for product purity
Choose EPDM when:
- Seals are primarily exposed to water and steam
- Strong alkaline CIP chemicals (sodium hydroxide) are used regularly
- Hot caustic cleaning agents at 70-80°C are standard protocol
- Aqueous food products contain minimal fats or oils
Avoid EPDM for:
- High-fat dairy products (>30% fat content)
- Oil-based food products
- Applications involving mineral oils, greases, or non-polar solvents
Regulatory and Purity Considerations
Choose platinum-cured silicone for:
- Pharmaceutical-grade food production
- Infant formula manufacturing
- Clean room and aseptic processing environments
- Applications requiring strictest purity standards and lowest extractables
Choose FDA-compliant EPDM for:
- General food contact applications
- Cost-sensitive high-volume operations
- Applications within EPDM's temperature and chemical capabilities
- Water-based food and beverage processing
Cost-Benefit Analysis Framework
Total cost of ownership spans more than the price per part. Here's how the two materials compare across the factors that actually hit your bottom line:
| Cost Factor | EPDM | Silicone |
|---|---|---|
| Material cost | $2–4/kg | $6–8/kg |
| Service life (high-temp) | Baseline | 2–4x longer |
| Replacement frequency | Higher | Lower |
| Unplanned downtime risk | Moderate | Lower |
| Contamination/recall exposure | Higher in hot service | Lower |
| Regulatory compliance risk | Low (within spec) | Lower (broadest compliance) |
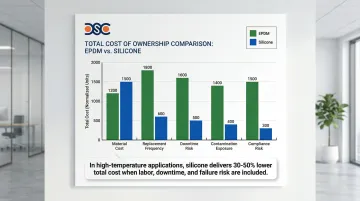
Seal degradation can trigger recalls that cost manufacturers $10 million or more. In high-temperature applications, silicone's longer service life typically delivers 30–50% lower total cost when replacement labor, downtime, and failure risk are factored in. For cold or ambient operations, EPDM remains the practical, cost-effective choice.
Real World Example: Dairy Processing Facility Seal Optimization
A mid-sized dairy processing facility was experiencing frequent seal failures in their pasteurization system, which operated at 72°C for HTST pasteurization with steam-in-place (SIP) cleaning at 121°C every 6 hours. The recurring failures caused production downtime averaging 4-6 hours monthly and created contamination risks that threatened regulatory compliance.
The Problem
The facility was using standard peroxide-cured EPDM seals rated to 130°C continuous service—theoretically adequate for their temperature requirements. However, the repeated thermal cycling between 72°C processing and 121°C steam cleaning six times daily was causing accelerated compression set. The EPDM seals were failing every 3-4 months instead of the expected 12-month service life, requiring emergency replacements that disrupted production schedules.
The Decision Process
After consulting with sealing specialists, the facility analyzed their actual operating conditions. The maximum temperature wasn't the problem — EPDM can handle 130°C continuously. Six thermal cycles daily, swinging from 72°C to 121°C and back, created cumulative stress that exceeded EPDM's compression set recovery capabilities.
The engineering team evaluated platinum-cured silicone O-rings and gaskets designed specifically for thermal cycling applications. Silicone costs 2.5x more than EPDM ($7.50/kg vs. $3/kg), but its compression set resistance and thermal stability across repeated cycles made it the right material for these conditions.
Quantified Results
Within 12 months of switching to platinum-cured silicone seals, the facility achieved measurable improvements:
- Seal replacement frequency reduced by 75%: From every 3-4 months to annual replacement
- Unplanned downtime decreased by 48 hours annually: Eliminating emergency seal changes
- SIP validation consistency improved: Better seal integrity maintained proper sterilization parameters
- Total cost of ownership decreased by 40%: Despite higher material cost, reduced labor, downtime, and replacement parts delivered significant savings

The facility calculated that while each silicone seal cost $45 compared to $18 for EPDM, the annual cost per sealing point dropped from $72 (four EPDM replacements plus labor) to $45 (one silicone replacement), with the added benefit of eliminating production disruptions.
Situational Takeaway
For applications combining high temperatures with frequent thermal cycling, the per-seal price tag tells only part of the story. When you account for labor, downtime, and replacement frequency, the higher-cost material often delivers lower annual spend. Material selection should start with a full cost-of-ownership analysis — not just the purchase order line item.
If your sealing application involves similar demands — steam sterilization, aggressive thermal cycling, or strict FDA compliance requirements — Detroit Sealing Components' ISO 17025 accredited lab can test compounds under your actual process conditions. Our technical team works across hundreds of FDA-compliant silicone and EPDM formulations. Call us at 313-887-4695 to work through your specific application.
Conclusion
There is no universal "winner" between silicone and EPDM for food and beverage applications—the right choice comes down to your processing temperatures, cleaning protocols, regulatory requirements, and budget. Silicone excels in high-temperature applications requiring repeated steam sterilization and offers the highest purity for sensitive products. EPDM delivers reliable performance for moderate-temperature applications with caustic chemical cleaning at significantly lower cost.
Before finalizing your material selection, weigh these practical factors:
- Match material to conditions — don't select on price alone; consider your actual temperature range and cleaning chemistry
- Calculate total cost of ownership — replacement frequency and unplanned downtime often eclipse upfront material savings
- Prioritize documentation — work with suppliers who can provide FDA-compliant materials with full traceability and testing records
- Account for contamination risk — seal failure in a food processing line carries consequences that dwarf the cost difference between materials
DSC stocks FDA-compliant silicone and EPDM sealing components across a wide range of sizes and durometers, with technical staff who can help match the right compound to your specific process conditions.
Frequently Asked Questions
Is EPDM food grade, or is silicone better for food contact?
Both materials can be food-grade when formulated to meet FDA 21 CFR 177.2600 standards. Silicone carries broader certifications and is preferred for high-purity contact due to its inert nature and availability in platinum-cured grades with minimal extractables.
What is the temperature range of EPDM vs silicone?
EPDM operates from -40°C to 130°C (-40°F to 266°F), covering most ambient and moderate-heat food processes. Silicone handles -60°C to 230°C (-76°F to 446°F), making it the required choice for pasteurization, hot-fill, and steam sterilization above 121°C.
Are silicone and EPDM chemically resistant?
Both offer solid chemical resistance, but in different areas. Silicone handles a broad range of chemicals yet has only moderate resistance to strong alkaline cleaners, while EPDM excels with water, steam, acids, and the alkaline agents typical in CIP systems.
Is EPDM cheaper than silicone?
EPDM costs considerably less than silicone (roughly $2–4/kg vs. $6–8/kg), which matters for large-scale, moderate-temperature applications. That said, total cost of ownership favors silicone in high-heat environments, where it typically lasts 2–4x longer and reduces replacement and downtime costs.
Is silicone better than EPDM?
Neither material is universally better. Silicone leads in high-temperature performance, flexibility, and food-contact purity, while EPDM offers superior abrasion resistance, tear strength, and resistance to alkaline cleaners at a lower price point. The right choice depends on your specific application.
Which has better UV resistance: EPDM or silicone?
Both silicone and EPDM have excellent UV and ozone resistance, making them suitable for outdoor applications or equipment with UV exposure. In practice, most food and beverage facilities are indoors and climate-controlled, so UV resistance rarely drives material selection.