Introduction
Specifying the wrong elastomer for a sealing application rarely announces itself immediately. FKM O-rings can appear to seat correctly, hold initial pressure, and pass a basic function check — then fail progressively as compression set accumulates, chemical degradation advances, or temperature excursions compound over service cycles.
The stakes are real. A seal operating outside its compound-specific chemical or thermal envelope can lose sealing force before any external leakage appears, creating latent risk in hydraulic systems, fuel lines, and chemical processing equipment.
This article covers:
- What FKM material properties actually represent in sealing systems
- The four performance properties that govern compound selection
- How the operating range is bounded
- The most common misinterpretation engineers make when relying on generic "FKM" specifications
Key Takeaways
- FKM O-rings offer continuous service to 204°C and resist petroleum fuels, oils, mineral acids, and aromatic hydrocarbons better than NBR or EPDM
- Standard compounds span -20°C to 204°C; specialty grades extend these bounds but require compound-specific validation
- Four properties govern selection: thermal resistance, chemical resistance, compression set behaviour, and durometer/fluid swell
- Avoid FKM in steam above 150°C (bisphenol cure), ketones, amines, and phosphate ester fluids — strong fuel resistance does not extend to these media
- Type I and Type II FKM compounds behave differently under identical service conditions; "FKM" alone is not a sufficient specification
What FKM O-Ring Material Properties Represent in Sealing Systems
FKM is the ASTM D1418 generic designation for fluorocarbon elastomers — covering approximately 80% of all fluoroelastomers according to 3M's Dyneon Product Guide. All FKM compounds contain vinylidene fluoride (VDF) as a monomer, but the polymer architecture varies significantly by compound type:
- Type I FKM — VDF/HFP copolymer; higher VDF content, strong general fuel and oil resistance, more vulnerable in steam and aggressive hydrothermal environments
- Type II FKM — VDF/HFP/TFE terpolymer; lower VDF proportion with added tetrafluoroethylene, better suited to severe chemical and high-temperature cycling duty
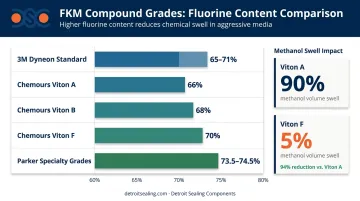
Fluorine content is the primary performance lever. Standard FKM dipolymers and terpolymers run 65–71% fluorine (3M Dyneon grades); Chemours Viton A, B, and F reach 66%, 68%, and 70% respectively; Parker specialty grades extend to 73.5–74.5%. Higher fluorine content increases chemical inertness and thermal stability — which is why Viton F swells just 5% in methanol while Viton A swells 90% under identical test conditions.
Properties as Design Constraints
FKM material properties function in two directions simultaneously. They govern the seal's physical behavior in the groove: compression percentage, gland geometry, and contact stress. They also define the operating envelope within which that contact stress holds over service life. Exceed either boundary, and the seal no longer performs the function it was specified for.
This distinction matters because chemical and thermal limits are continuous variables, not pass/fail gates. A seal running at 180°C in a mildly aggressive fluid accumulates degradation differently than one at the same temperature in a benign medium. Compound chemistry must be matched to the full service profile — not just the peak condition.
Key Technical Properties of FKM O-Ring Seals
FKM's performance envelope is governed by four interacting property groups. Each must be evaluated against specific application conditions — not generic "FKM" datasheet ranges.
Thermal Resistance
According to the Parker O-Ring Handbook ORD 5700, standard FKM compounds are rated to 204°C (400°F) continuous service, with a lower static limit around -26°C (-15°F) for general grades. Some specialty low-temperature formulations reach -46°C (-50°F).
For context on the performance gap versus other common elastomers:
| Material | Typical Max Continuous Service | Delta vs. FKM |
|---|---|---|
| FKM | 204°C (400°F) | Baseline |
| EPDM | ~149°C (300°F) | ~55°C lower |
| NBR | ~121°C (250°F) | ~83°C lower |
Peak excursion data from Chemours shows time-limited high-temperature capability: 3,000 hours at 232°C, 1,000 hours at 260°C, 240 hours at 288°C, and 48 hours at 316°C. These are not continuous service ratings. Applying them as continuous limits accelerates compression set and oxidative degradation.
Chemical Resistance
FKM performs reliably in:
- Petroleum-based oils and fuels (gasoline, diesel, jet fuel, aromatics)
- Aliphatic and aromatic hydrocarbons
- Mineral acids
- Concentrated aqueous salt solutions
- Many hydraulic fluids (mineral oil base)
Known incompatibilities — these cause failure regardless of temperature margin:
- Steam above 150°C (bisphenol-cured grades specifically; peroxide cure improves resistance)
- Ketones: methyl ethyl ketone (MEK), acetone
- Aliphatic amines and caustic/high-pH fluids
- Phosphate ester hydraulic fluids (Skydrol)
- Certain glycol-based brake fluids
The carbon-fluorine bond density in the polymer backbone resists attack from non-polar hydrocarbons effectively. Against polar solvents, strong bases, and steam, that protection breaks down — these media attack the VDF component directly, which is why the incompatibilities above are hard failures, not borderline cases.
Compression Set Resistance
Compression set is the permanent deformation remaining after sustained compression, expressed as a percentage of original deflection. A seal with high compression set loses contact stress against the mating surface — sealing force drops, and eventually leakage follows.
What the data shows:
- Chemours Viton A-601C (70A MT-black formulation): 12% compression set after 70 hours at 200°C
- 3M Dyneon FKM formulations: achieve below 10% compression set
Cure system matters here. Peroxide-cured FKM compounds offer improved resistance to steam, aqueous fluids, and mineral acids compared to bisphenol-cured equivalents of similar fluorine content. For applications with significant thermal cycling or hot-water exposure, specify cure system explicitly — the wrong choice here produces failure modes that compound grade selection alone cannot prevent.
Compression set increases with temperature, duration under load, and media aggressiveness — the three factors typically present together in demanding service environments.
Durometer and Fluid Swell
FKM O-rings span Shore A 55–90 in standard commercial grades. Detroit Sealing Components stocks FKM in this range, with confirmed availability at 75 and 90 durometer for O-ring kits and backup rings.
Hardness selection trade-offs:
| Hardness Range | Advantage | Risk |
|---|---|---|
| Softer (55–70A) | Better contact at low closure loads | Extrusion risk at high system pressure |
| Harder (75–90A) | Extrusion resistance | Inadequate contact force on imperfect surfaces |
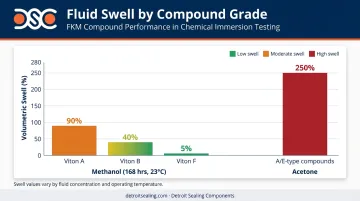
Fluid swell — the volumetric change upon immersion — varies significantly by compound grade and media polarity. The methanol swell data from Chemours illustrates the grade dependency clearly: Viton A swells 90%, Viton B 40%, and Viton F just 5% after 168 hours at 23°C. In acetone, Parker reports approximately 250% swell for A/E-type compounds.
Generic compatibility charts show chemical family resistance — they don't reflect compound grade, fluid concentration, or operating temperature. Swell values shift enough across these variables that published figures should drive shortlisting, not final specification.
Operating Range and Boundary Limits of FKM O-Ring Seals
Nominal Operating Range
Standard general-purpose FKM compounds operate reliably from approximately -20°C to 204°C under static sealing duty with compatible media and appropriate groove compression. These boundaries hold when conditions match the test assumptions — they narrow when conditions deviate.
Specialty grades extend the envelope in specific directions:
- Low-temperature formulations push the lower bound toward -46°C
- High-fluorine grades (Viton F, Parker ETP/Hifluor at 73.5–74.5% fluorine) improve resistance to polar media and fuel oxygenates
- Neither is a drop-in substitute for standard grades — compound-specific validation is required before application
Allowable Tolerance and Boundary Limits
The distinction between continuous-service limits and short-term excursion limits is operationally significant. Intermittent exceedance of continuous limits accelerates compression set accumulation and oxidative degradation without producing immediate visible failure. The seal continues to seat — but its effective life is being consumed at an accelerated rate.
Thermal and chemical degradation mechanisms compound rather than act independently — meaning a seal at elevated temperature in a mildly aggressive fluid degrades measurably faster than one at the same temperature in a benign medium. Both factors must be evaluated together, not in isolation.
Safe Operating Margin
That compounding effect is why designing to the rated limit — with no margin — creates real risk. Each of the following can push a seal past its actual threshold:
- Temperature spikes during startup or process upset
- Fluid contamination introducing incompatible chemistry
- Installation variability affecting actual groove compression
- Cumulative aging over extended service intervals
Operating at or near boundary conditions produces observable consequences:
- Rising compression set and loss of sealing contact force
- Surface oxidation of the outer cross-section
- Subsurface micro-defect formation that allows fluid to permeate before external leakage appears
That last failure mode is particularly relevant in safety-critical systems. The seal can be fully compromised while appearing externally intact.
How FKM O-Ring Properties Are Specified and Validated
FKM O-rings should be specified using compound-specific datasheets reporting tested values for:
- Compression set at defined temperature and duration
- Fluid immersion swell for the actual media
- Shore A hardness (post-cure)
- Continuous and peak temperature ratings
The documentation framework for procurement and cross-vendor verification is built on:
- ASTM D1418 — rubber nomenclature and material family designation
- ASTM D2000 — classification system for vulcanized rubber in automotive and general applications
- SAE AS568 — dimensional standard for O-ring sizes (not a material specification)
- AMS specifications — aerospace compound-level requirements for FKM materials

Both 3M and Chemours state explicitly that product guide values are not intended for specification purposes. End-use evaluation is required before committing to a compound. Laboratory tests establish baseline capability under controlled conditions, but field service introduces duty cycle variability, contamination, thermal cycling, and installation stress that can shift actual performance away from published values.
For non-standard applications or aggressive service environments, DSC's ISO 17025 accredited laboratory supports custom FKM compound development and testing. Engineers can characterize performance against specific media and temperature profiles — covering fluid immersion swell, compression set, and thermal aging — before finalizing a compound specification.
Implications of FKM Misapplication
Generic FKM specifications routinely mask compound-level distinctions that drive real failures. These are the specific failure modes that matter:
Permanent compression set from thermal overexposure: Oxidative degradation of VDF components causes loss of elasticity and permanently elevated compression set. The seal loses elastic recovery force against the mating surface progressively, often without external leakage until the degradation is advanced.
Cure system invisibility in steam applications: Bisphenol-cured FKM is not recommended for steam above 150°C. Specifying "FKM" without identifying the cure system can produce rapid seal failure in a compound that appeared fully compatible on a generic chart.
Extrusion from unchecked volumetric swell: Volumetric swell in polar solvents or ester-based fluids reduces dimensional control and can drive extrusion failure in a constrained O-ring gland. Parker's data shows acetone swell of approximately 250% for A/E-type grades. In a tight gland, that translates directly into destructive radial stress.
Underspecification that passes incoming inspection: Specifying "FKM" without compound type, fluorine content, or cure system provides no real control over performance. Type I and Type II compounds behave differently in steam, amine-based fluids, and high-temperature cycling, and a wrong selection can underperform with no visible indicator at receiving.
Lab-to-field translation gaps: Actual groove compression percentage, mating surface roughness, fluid contamination, and dynamic versus static duty all shift the real-world operating point away from controlled test conditions. These deviations are cumulative and interactive. Treating them as independent variables is where specification errors go undetected until failure.
Frequently Asked Questions
Are FKM and Viton the same thing?
Viton is a registered trade name owned by Chemours for their specific family of fluoroelastomers. FKM is the broader ASTM D1418 generic designation covering fluorocarbon elastomers from all manufacturers. All Viton is FKM, but not all FKM is Viton. Performance varies by formulation and compound grade regardless of trade name.
What is the difference between FKM, NBR, and EPDM O-rings?
FKM offers the highest thermal resistance (to 204°C) with broad compatibility across fuels, oils, and petroleum media. NBR is cost-effective for petroleum oil service up to ~121°C. EPDM excels in water, steam, and weathering resistance but cannot be used with petroleum-based fluids.
What are FKM O-rings used for?
Primary application areas include automotive fuel systems, oil and gas downhole sealing, hydraulic systems, aerospace fuel handling, chemical processing equipment, and food and beverage processing (FDA-compliant grades). FKM is the specified material wherever high heat, petroleum media, or broad chemical resistance is required simultaneously.
Does white lithium grease damage O-rings?
White lithium grease is generally compatible with FKM O-rings in standard service. That said, additive packages in specific formulations can affect elastomer swell or surface condition over time. Compound- and lubricant-specific verification is the correct approach before assuming compatibility.
What temperature range can FKM O-rings handle?
Standard FKM compounds are rated for continuous service from approximately -20°C to 204°C. Specialty low-temperature grades extend the lower bound; some high-performance formulations handle short-term peak spikes above 204°C. Compound-specific datasheets must always be consulted for precise limits.
Which FKM compound type is right for my application?
Type I FKM (higher VDF content) suits general chemical and fuel resistance at standard temperatures but shows more vulnerability in steam and aggressive hydrothermal environments. Type II terpolymer (lower VDF, with TFE) handles severe chemical and high-temperature cycling duty more reliably. Selection requires matching compound chemistry to the specific media, temperature profile, and compliance requirements.