Introduction
Material selection in industrial sealing directly impacts equipment uptime, maintenance costs, and operational safety—Viton and EPDM are two of the most specified elastomers in that decision. A single seal failure can cost operations anywhere from $15,000 to over $1 million per hour in downtime, with total incident costs typically running 5 to 10 times the price of the seal itself.
Choosing the wrong elastomer leads to premature seal failure, chemical compatibility disasters, and unplanned shutdowns. The consequences compound fast.
One documented case from chemical processing shows what's at stake: EPDM seals in aromatic hydrocarbon service failed every 2–3 months. Switching to Viton extended seal life to 18+ months and eliminated recurring $15,000-per-failure downtime events. Knowing when to specify each material prevents exactly this kind of avoidable loss.
According to a Sealevel industry analysis, unplanned downtime costs average $260,000 per hour across industries, with automotive losses reaching $2.3 million per hour. Seal failures are a frequent, preventable contributor to those numbers.
Key Takeaways
Key Takeaways:
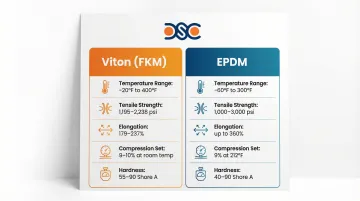
- Viton (FKM) handles petroleum products, fuels, oils, and temperatures up to 400°F — the go-to choice for oil & gas, chemical processing, and automotive
- EPDM dominates water, steam, acids, alkalies, and outdoor applications (-60°F to 300°F), ideal for water treatment, HVAC, and food & beverage industries
- Viton costs 8-10x more than EPDM, justified where petroleum or extreme heat would cause EPDM to rapidly fail
- Match chemistry first: EPDM swells in oils/fuels; Viton degrades in ketones and hot steam
- Selection priority: chemical compatibility first, temperature range second, then compression set, cost, and industry certifications
Viton vs EPDM: Quick Comparison
Chemical Resistance
Viton: Viton resists a broad range of aggressive media:
- Petroleum and mineral oils, diesel, gasoline, and jet fuel
- Aromatic hydrocarbons (benzene, toluene) and chlorinated solvents
- Strong acids, including hydrochloric and sulfuric acid
Standard Viton grades perform poorly against ketones (MEK, acetone), low molecular weight esters, and certain organic acids. Specialty grades like Viton Extreme (ETP) fill that gap, adding resistance to ketones, esters, and strong bases.
EPDM: EPDM is built for aqueous and polar solvent environments. It handles:
- Water, steam, and hot water
- Acids, alkalies, ketones, and alcohols (methanol, ethanol)
- Phosphate ester hydraulic fluids like Skydrol
The hard limit: EPDM degrades rapidly in petroleum products, mineral oils, fuels, and greases. That's precisely where Viton takes over.
Temperature Range
Viton: Standard Viton operates continuously from -20°F to 400°F, with intermittent exposure capability up to 601°F. Specialty low-temperature grades like Viton GLT-S extend the lower limit to -40°F. Higher fluorine content improves chemical resistance but trades off low-temperature flexibility. At elevated temperatures where most elastomers lose their seal, Viton holds its properties reliably.
EPDM: EPDM covers a wider cold-side range: -60°F to 300°F for peroxide-cured grades, with sulfur-cured variants limited to 250°F. That low-temperature flexibility makes it the better choice for outdoor installations and cold-weather operations where Viton stiffens.
Cost & Availability
Viton: Viton is approximately 8-10 times more expensive than EPDM due to its fluorine content and complex manufacturing process. Despite the premium, it's widely available in standard O-ring sizes (AS568, metric, and international standards) across hardness ranges from 55-90 Shore A. In petroleum and high-heat applications, that cost premium is typically offset by extended service life and fewer unplanned replacements.
EPDM: EPDM is one of the most economical elastomers available, with production costs at parity with natural rubber. It's widely available in both sulfur-cured (economical, general-purpose) and peroxide-cured (superior heat resistance and compression set) formulations across hardness ranges from 40-90 Shore A. For water, steam, and polar solvent environments, it delivers strong performance at the lowest material cost of any common sealing elastomer.
Physical Properties
Viton: Viton offers tensile strength ranging from 1,195 to 2,238 psi depending on grade, with elongation typically between 179-237%. Its compression set resistance is exceptional, with values as low as 9-10% at room temperature and 17-20% at 392°F. Those compression set values hold even at sustained high temperatures—a key reason Viton is specified for static seals in process equipment.
EPDM: EPDM tensile strength ranges from 1,000 to 3,000 psi, with peroxide-cured compounds achieving the higher end. Elongation can reach 360% for specialized formulations. Peroxide-cured EPDM exhibits superior compression set resistance (as low as 9% at 212°F) compared to sulfur-cured variants. That resilience at low temperatures translates directly to consistent sealing in cold-weather and outdoor service conditions.
Certifications & Compliance
Viton: Specific Viton grades are available with FDA compliance for repeat-use food contact applications (21 CFR 177.2600), including Viton GF-600S and Viton Extreme ETP-600S. NSF certifications and USP Class VI formulations are available for pharmaceutical applications, though limitations exist with organic acids. Certifications are compound-specific, not universal across all Viton formulations.
EPDM: EPDM is widely available with FDA approval for food & beverage contact (21 CFR 177.2600), making it the standard for sanitary applications. NSF/ANSI 61 certification for potable water is readily available from multiple compound suppliers. USP Class VI certification for medical applications and 3-A Sanitary Standards compliance for dairy processing are common for EPDM formulations.
What is Viton?
Viton is a trademarked fluoroelastomer (FKM) developed by DuPont (now Chemours). Its fluorine-carbon bond creates one of the most chemically inert elastomers available — capable of handling aggressive media, elevated temperatures, and fluid exposure that destroy conventional rubber seals.
In practice, that chemical inertness translates to four concrete advantages:
- Extended seal life reduces maintenance frequency and unplanned downtime by 80%+ in petroleum service
- Broad chemical resistance covers mineral acids, petroleum fuels, hydraulic fluids, and most aggressive solvents without swelling or degradation
- High-temperature stability maintains sealing integrity from -20°F to 400°F where other elastomers degrade
- Low permeability reduces gas and fluid migration, critical for fuel systems and chemical processing
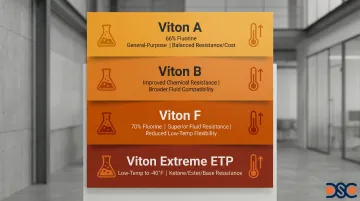
The Viton family includes several variations optimized for specific applications:
- Viton A: General-purpose grade with 66% fluorine content, balancing chemical resistance and cost
- Viton B: Improved chemical resistance for broader fluid compatibility
- Viton F: Broad chemical resistance with 70% fluorine content, superior fluid resistance but reduced low-temperature flexibility
- Viton Extreme (ETP): Specialty grade extending low-temperature performance to -40°F and providing resistance to ketones, esters, and bases where standard FKM fails
Use Cases of Viton
Viton appears across industries wherever chemical exposure or heat puts conventional seals at risk:
- Oil & Gas: Downhole seals, wellhead equipment, swivel joints, and pumping stations handling over 80 different chemicals
- Automotive: Fuel injector O-rings, transmission seals, crankshaft seals exposed to oxygenated fuels and high under-hood temperatures
- Chemical Processing: Reactor seals, valve packing, flange gaskets for hot mineral acids and aggressive solvents
- Aerospace: Fuel systems, hydraulic seals meeting AMS7287 specifications, operating from -40°F to 400°F in jet fuel environments
- Semiconductor Manufacturing: Chemical delivery systems requiring ultra-pure, chemically resistant sealing
In one documented case, an asphalt plant experienced FKM O-ring failures within 2.5 to 3 weeks due to improper formulation. Switching to high-performance Viton eliminated failures entirely, saving $20,000 per repair event and avoiding 3-5 days of downtime per failure.
What is EPDM?
EPDM (Ethylene Propylene Diene Monomer) is a synthetic rubber elastomer with hydrocarbon-based chemistry where sulfur or peroxide curing determines key performance characteristics. The molecular structure provides exceptional resistance to water-based environments, weather exposure, and polar solvents, making it the standard choice for outdoor and sanitary industrial sealing applications.
Key performance benefits include:
- Excellent weather and ozone resistance extends outdoor service life to decades without degradation from UV exposure
- Superior steam and hot water resistance makes it ideal for HVAC, sanitary systems, and clean-in-place (CIP) applications
- Cost-effectiveness reduces material costs by 8-10 times compared to Viton in compatible applications
- Wide temperature range (-60°F to 300°F) provides reliable performance across seasonal temperature extremes
EPDM variations offer distinct performance profiles:
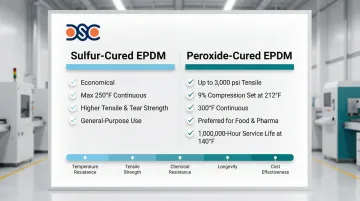
Sulfur-Cured EPDM:
- Economical formulation with good general properties
- Temperature range limited to 250°F continuous
- Higher tensile and tear strength
- Suitable for cost-sensitive applications with moderate requirements
Peroxide-Cured EPDM:
- Higher strength up to 3,000 psi tensile
- Superior compression set resistance (9% at 212°F)
- Extended temperature range to 300°F continuous
- Cleaner formulation preferred for food and pharmaceutical applications
- Service life of 1,000,000 hours at 140°F versus just 100,000 hours for sulfur-cured variants
Use Cases of EPDM
EPDM fits wherever water, steam, outdoor exposure, or polar solvents are present. Common primary applications include:
- Water and wastewater treatment gaskets and seals
- HVAC system O-rings and weatherstripping
- Outdoor equipment seals exposed to UV and ozone
- Steam system gaskets and expansion joints
- Brake system seals using glycol-based fluids
Dominant industries and applications include:
- Pump seals, valve gaskets, and manway covers with NSF/ANSI 61 certification for potable water contact
- Sanitary gaskets and CIP system seals for dairy equipment meeting 3-A Sanitary Standards
- Ammonia-compatible refrigerant seals, compressor grommets, drain tubes, and weatherstripping
- Solar panel edge seals and wind turbine component seals rated for long-term outdoor weathering
- Clean steam systems and water-for-injection (WFI) components with USP Class VI certification
Municipal water systems specify EPDM as the standard material for distribution gaskets because of its chloramine resistance and NSF 61 compliance. That specification holds across hundreds of utility districts nationwide.
In hot water service, peroxide-cured EPDM projects a service life exceeding 100 years at 140°F. That longevity reduces replacement frequency and total cost of ownership, even when the upfront material cost runs higher than sulfur-cured alternatives.
Viton vs EPDM: What is Better?
Neither Viton nor EPDM is universally superior—the right choice depends on critical decision factors evaluated in priority order:
1. Chemical Compatibility (Most Critical) Consult detailed compatibility charts for your specific fluid. Mismatched materials fail rapidly—EPDM swells in petroleum products, while Viton degrades in ketones and hot steam. This single factor determines success or failure.
2. Operating Temperature Range Consider both continuous and intermittent exposure. Viton handles high temperatures (400°F continuous), while EPDM excels at extreme cold (-60°F). Match the material's temperature capability to your operating envelope.
3. Mechanical Requirements Evaluate compression set resistance, tensile strength, and abrasion resistance. Peroxide-cured EPDM offers superior compression set for long-term static sealing, while Viton maintains properties better at elevated temperatures.
4. Environmental Exposure UV, ozone, and weathering destroy many elastomers. EPDM provides decades of outdoor service life, while Viton offers no advantage in weather resistance.
5. Regulatory Requirements FDA, NSF, USP, and 3-A certifications are compound-specific. EPDM offers broader availability of certified formulations for food and water contact.
6. Total Cost of Ownership Balance material cost against service life, maintenance frequency, and downtime costs. Viton's 8-10x premium is justified when it prevents $15,000+ failure events.

Situational Recommendations
Choose Viton when:
- Handling petroleum products, fuels, mineral oils, or aromatic hydrocarbons
- Operating temperatures exceed 250°F continuously
- Aggressive acids, chlorinated hydrocarbons, or chemical solvents are present
- Failure consequences—downtime, contamination, safety—justify the material premium
- Low permeability to gases and fluids is critical
Choose EPDM when:
- Handling water, steam, hot water, or water-based chemicals
- The fluid is an acid, alkali, ketone, or alcohol
- Outdoor applications requiring UV and ozone resistance
- Budget is a priority and the fluid environment is compatible
- Operating temperatures stay below 300°F
- NSF 61 potable water certification is required
Hybrid Scenarios and Alternatives
Some applications challenge both materials. Consider alternatives when:
- Extreme chemical environments: FFKM (perfluoroelastomer) offers universal chemical resistance at 3-5x Viton's cost
- Petroleum + low temperature: HNBR (hydrogenated nitrile) bridges the gap between NBR and FKM
- Dual-service systems: Specify different seals in different zones based on local fluid exposure
- Ultra-aggressive media: FEP-encapsulated seals combine PTFE's chemical resistance with elastomer resilience
When no standard material fits, custom compound development is an option. Detroit Sealing Components' ISO 17025-accredited lab and ISO 9001:2015 certified quality system develops tailored formulations for demanding applications. Testing under actual service conditions before full deployment confirms performance — particularly important where off-the-shelf options have already come up short.
Common Misconceptions
"Viton is always better" — Not true. In water, steam, or outdoor service, Viton offers no performance edge and costs significantly more. EPDM outperforms it in those environments at roughly 90% lower material cost.
"EPDM can't handle chemicals" — Also false. EPDM resists acids, alkalies, ketones, and alcohols quite well. Its limitation is specific: petroleum-based fluids will cause it to swell and fail.
"Price is the only difference" — This misses the point entirely. Chemical compatibility drives the decision. Putting EPDM in oil service or Viton in hot steam causes rapid failure — cost doesn't factor into a mismatch.
Real World Examples
Case Study: Chemical Processing Solvent Transfer Pump
A specialty chemical manufacturer operated a solvent transfer pump handling aromatic hydrocarbons at 180°F. Initial seal specification used EPDM due to its lower cost and availability in the required size.
The Challenge: EPDM seals failed every 2-3 months, causing unplanned downtime averaging 8 hours per failure. Each failure event resulted in:
- $15,000 in lost production time
- $2,500 in emergency maintenance labor
- Product contamination risk requiring tank cleaning
- Safety concerns from solvent leaks
Annual seal failure costs exceeded $70,000 despite EPDM's low material price.
The Decision Process: Chemical compatibility analysis revealed EPDM swelling and degradation in aromatic solvents, pointing to Viton B as the correct material for this service. At 180°F continuous operation, Viton B sat comfortably within its rated temperature range — and lab testing confirmed full compatibility with the process chemistry.
The Results: After switching to Viton seals:
- Seal service life extended from 3 months to 18+ months (600% improvement)
- Maintenance intervals reduced by 83%
- Unplanned downtime eliminated, saving $15,000 per avoided failure
- Total cost of ownership decreased 65% despite Viton's 10x higher material cost
- No further safety incidents from seal leaks

Contrasting Example: Unnecessary Premium Material
The previous case shows what happens when the wrong material is underspecified. The reverse is equally costly.
A food processing facility specified Viton seals for a hot water CIP (clean-in-place) system at 190°F, assuming higher-grade materials would deliver better results. The application involved hot water and dilute caustic cleaning solutions — an ideal EPDM environment.
The Outcome: Viton provided no performance advantage over EPDM in this application. The facility paid 10x the material cost unnecessarily, increasing annual sealing component costs by $12,000 without any operational benefit. After consulting with sealing specialists, they switched to FDA-compliant peroxide-cured EPDM, achieving identical performance at a fraction of the prior cost.
Practical Takeaway
Material selection comes down to one question: does this elastomer's chemical resistance profile match the actual service conditions? Premium pricing doesn't guarantee reliability, and economy materials don't guarantee failure. The cases above show that getting the answer right — in either direction — has a direct, measurable impact on cost and uptime.
Detroit Sealing Components provides chemical compatibility analysis and material testing through its ISO 17025 accredited lab supported by an ISO 9001:2015 certified quality system, covering standard compounds and custom formulations alike. Reach their technical team at 313-887-4695 to discuss your application.
Conclusion
Neither Viton nor EPDM is universally superior—the right choice depends on specific application requirements, with chemical compatibility being the primary selection criterion, followed by temperature range, mechanical properties, and cost considerations. Proper material selection prevents costly failures and optimizes equipment performance across diverse industrial applications.
Viton is the right call for petroleum, fuel, and aggressive chemical environments—it extends seal life, prevents contamination, and eliminates downtime events that can exceed $15,000 per failure. EPDM, by contrast, handles water, steam, outdoor exposure, and polar solvents reliably at a fraction of the cost, reducing material expenses by up to 90% while meeting performance requirements.
When standard compounds don't fit—due to extreme temperatures, mixed chemical exposure, or tight dimensional tolerances—custom compound development and compatibility testing close the gap. Detroit Sealing Components brings decades of precision sealing experience and an ISO 17025 accredited lab and ISO 9001:2015 certified quality system to those decisions, supporting automotive, oil & gas, food & beverage, and industrial customers with material sourcing and custom-molded solutions nationwide.
Frequently Asked Questions
Which is better for chemical resistance, EPDM or Viton?
Neither is universally better—Viton excels with petroleum products, fuels, oils, and most acids, while EPDM excels with water, steam, ketones, alcohols, and alkalies. Chemical compatibility must be verified for your specific fluid using detailed compatibility charts, as using the wrong material leads to rapid seal failure.
What temperatures can EPDM and Viton withstand?
Viton handles -20°F to 400°F continuously (specialty grades reach -40°F), with short-term tolerance to 601°F. Peroxide-cured EPDM operates from -60°F to 300°F—making EPDM the choice for extreme cold and Viton the choice for sustained high heat above 250°F.
Is EPDM or Viton cheaper?
EPDM costs roughly 8-10 times less than Viton due to simpler manufacturing and no fluorine content. That said, total cost of ownership matters—Viton's premium is justified when it prevents costly failures in petroleum service.
What is the difference between EPDM and Viton?
EPDM is a hydrocarbon-based synthetic rubber while Viton is a fluoroelastomer with fluorine-carbon bonds. Key differences: EPDM resists water, steam, and polar solvents while Viton resists petroleum, fuels, and oils. EPDM performs better at low temperatures (-60°F), while Viton handles higher temperatures (400°F).
Is EPDM or Viton better for water?
EPDM is far superior for water and steam—it resists hot water, steam, and water-based chemicals with no meaningful advantage from Viton in these services. EPDM is the standard choice for water treatment, HVAC, and sanitary systems, where NSF 61-certified compounds are readily available.
What is the difference between EPDM and Viton for pumps?
Pump seal material selection depends entirely on the fluid being pumped: use Viton for pumps handling petroleum products, fuels, oils, or aggressive chemicals; use EPDM for pumps handling water, steam, acids, alkalies, or glycol-based fluids. Using the wrong material results in rapid seal failure, costly downtime, and potential safety hazards.