
Introduction: Why Sealing Precision Starts at the Tolerance Level
A seal can fail without anything being wrong with the seal itself. When the groove geometry, bore diameter, or surface finish drifts even slightly outside spec, sealing force drops, wear accelerates, and the resulting leakage gets misdiagnosed as a material problem. The actual cause is dimensional mismatch: between the seal, the gland housing it, and the mating surfaces around it.
Engineers specifying seals for aerospace, semiconductor, oil & gas, and healthcare applications run into this regularly. They select the right compound, order to a standard dash size, and still get leakage — because gland geometry wasn't held to the same standard as the seal.
This post covers what tight tolerances mean in a sealing context, how material behavior interacts with dimensional fit, and what to look for when selecting precision seals for demanding applications.
Key Takeaways
- Tight tolerances mean allowable deviation below ±0.005 inches; aerospace and semiconductor work often demands ±0.0005 inches or tighter
- Seal performance depends on three tolerance types working together: dimensional, geometric, and surface finish
- Room-temperature fit doesn't guarantee operating-temperature fit: elastomers and metal housings expand at different rates
- Mismatched tolerances cause leakage, extrusion damage, and compression set even when the compound itself is correct
- Always specify gland geometry first, then size the seal to match actual operating conditions
What "Tight Tolerance" Means in Precision Sealing
Machining tolerance is the allowable deviation from a nominal dimension. In sealing, that concept gets more specific: the gap or interference between the seal's cross-section and the gland determines compression, squeeze percentage, and sealing force.
Too little interference and the seal under-fills the gland. Too much and the seal is over-compressed, accelerating stress and cracking — either way, the seal fails.
Squeeze: The Core Sealing Mechanism
Squeeze is what creates sealing force. According to Parker's O-Ring Handbook (ORD 5700), static O-ring squeeze should not exceed 30% of cross-section diameter, while dynamic applications are typically limited to ~16% — with smaller cross-sections occasionally permitted up to 25%. Minimum squeeze across all applications should be at least 0.007 inches (0.2 mm); below that, an elastomer can take 100% compression set and lose all sealing function.
This leaves a narrow operating window. Tolerance control — on both the seal and the gland — is what keeps a design inside that window across manufacturing variation, temperature, and service life.
Reference Tolerance Classification for Sealing
| Fit Class | Dimensional Band | Typical Seal Types |
|---|---|---|
| Standard | ±0.010 in | General-purpose O-rings, static gaskets |
| Precision | ±0.005 in | AS568 Class A, dynamic O-rings |
| Tight tolerance | ±0.001–0.002 in | Custom molded seals, hydraulic lip seals |
| Ultra-precision | ±0.0005 in or tighter | Semiconductor FFKM, aerospace critical seals |
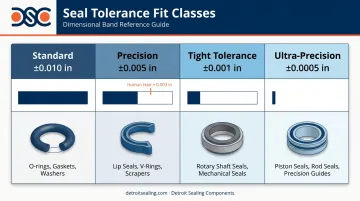
To put those numbers in context: a human hair is roughly 0.003 inches wide. In semiconductor or aerospace sealing, the tolerances in the bottom two rows of that table are tighter than that — not as an edge case, but as a baseline requirement.
One critical distinction: seal dimensional tolerance (the manufactured size of the seal) and equipment gland tolerance (the machined housing) must both be specified. Controlling only one and leaving the other to standard machining practices is one of the most common sources of tolerance-related seal failures.
Types of Tolerances That Define Seal Performance
Dimensional (Linear) Tolerances
Cross-section diameter and inner diameter must fall within tight bands to maintain correct gland fill. The two governing standards are:
- AS568 — the SAE Aerospace Size Standard, covering O-ring IDs from 0.029 in to 26 in and cross-sections from 0.040 in to 0.275 in. Cross-section tolerances per ERIKS run ±0.003 in for the 0.070 in and 0.103 in widths, ±0.004 in for 0.139 in, and ±0.006 in for 0.275 in sections.
- ISO 3601 — the metric standard, with Class A designated for high-precision industrial and aerospace applications and Class B for general use. ISO 3601 Class B cross-section tolerance runs ±0.08 mm for widths between 0.80 and 2.25 mm.
For molded rubber products outside standard O-ring tables, ISO 3302-1 applies — with M1 as the tightest precision class.
Geometric Tolerances (Form and Position)
A seal that is dimensionally correct but out-of-round will still create leak paths. A groove that isn't perpendicular to the shaft axis will load the seal unevenly. Parker's handbook identifies out-of-roundness and eccentricity as causes of spiral failure — the seal slides in some areas and rolls in others, cutting a spiral groove into its own surface.
Preventing this starts at the drawing stage. GD&T callouts should be reviewed alongside seal specifications, with explicit controls for concentricity, runout, and groove parallelism — not assumed from manufacturing tolerances.
Surface Finish Tolerances
Surface finish on mating surfaces directly affects seal life and leak integrity. Trelleborg's O-Ring and Back-Up Rings guide specifies:
| Surface Type | Ra Requirement | Rz Requirement |
|---|---|---|
| Dynamic radial mating surface | ≤ 0.4 µm | ≤ 1.6 µm |
| Dynamic groove flanks/diameters | ≤ 1.6 µm | ≤ 6.3 µm |
| Static mating surface | ≤ 1.6 µm | ≤ 6.3 µm |
Parker specifies 10–20 microinches RMS as the most desirable dynamic surface roughness, with values below 5 microinches not recommended (too smooth reduces lubrication film retention).
Compression Set Tolerance
Compression set is a material tolerance, not a dimensional one — but it has a direct dimensional effect. A seal compound with poor compression set permanently deforms under load, losing its ability to maintain correct gland fill over time.
The result is predictable: a gland correctly sized at installation gradually goes loose as the seal flattens. This failure mode is measured per ASTM D395 and is frequently misdiagnosed as material degradation, when the actual root cause is an undersized compression set specification in the original procurement requirement.
How Seal Material and Geometry Influence Tolerance Fit
Thermal Expansion: Room Temperature Fit Isn't Enough
Elastomers expand at rates significantly different from metal housings. Parker's CTE data documents EPDM at 2.01×10⁻⁴ mm/mm/°C (25–125°C) and FKM at 1.98×10⁻⁴ mm/mm/°C (25–200°C). In high-temperature applications such as aerospace hydraulics or oil & gas downhole tools, the effective gland fill at operating temperature can differ meaningfully from room-temperature assembly conditions.
The practical implication: calculate squeeze and void fill at the expected operating temperature range, not just at assembly conditions.
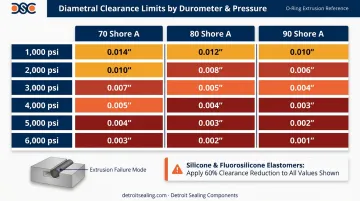
Hardness and Clearance Gap Limits
Durometer directly controls how much clearance gap a seal can tolerate before extruding. Per Parker ORD 5700:
| Shore A | Pressure | Max Total Diametral Clearance |
|---|---|---|
| 70 | 1,000 psi | 0.005 in |
| 70 | 3,000 psi | 0.003 in |
| 80 | 1,000 psi | 0.008 in |
| 80 | 3,000 psi | 0.005 in |
| 90 | 3,000 psi | 0.008 in |
| 90 | 6,000 psi | 0.005 in |
Softer compounds (50–60 Shore A) conform to surface irregularities and tolerate wider gland tolerances at low pressures. Harder compounds (80–90 Shore A) withstand higher pressures and larger clearance gaps before extrusion, but they require tighter surface finish and dimensional tolerances to generate equivalent sealing force. Parker also notes to reduce allowable clearance by 60% when using silicone or fluorosilicone elastomers due to their lower extrusion resistance.
Compound Consistency Across Batches
Two seals from the same nominal compound but different production batches can exhibit measurably different dimensions and hardness due to variation in cure time, mold temperature, or filler content. In tight-tolerance applications, batch-to-batch variation can shift squeeze percentage outside the acceptable band even when the original specification is met.
DSC's ISO 17025 accredited lab supports custom material characterization and compound development for applications where standard off-the-shelf materials don't deliver the required consistency across production runs. DSC works with polymer producers across NBR, HNBR, EPDM, FKM, FFKM, silicone, fluorosilicone, and polyurethane chemistries, with testing capabilities to validate dimensional and hardness performance before parts enter service.
Tolerance Stack-Up in Complex Geometries
For standard O-rings, tolerance management is relatively contained. For custom-molded shapes — quad rings, D-rings, lip seals, or multi-feature cross-sections used in automated assembly equipment — multiple dimensional parameters interact. Small deviations in each dimension compound across the assembly. A 0.003-inch deviation in cross-section, combined with a 0.003-inch groove width deviation and a 0.002-inch eccentricity, can collectively shift squeeze percentage outside the acceptable band even though each individual dimension is technically within spec.
When specifying complex geometries, tighten individual tolerances on each parameter — the stack-up math leaves little margin for "close enough."
Industries That Demand Precision Seals for Tight Tolerances
Aerospace and Defense
Seals in hydraulic actuators, fuel systems, and flight control mechanisms must hold integrity across extreme pressure differentials, vibration, and temperature swings. Fluorocarbon O-rings for aerospace hydraulic and fuel applications are covered under SAE AMSR83248/1A (Class 1, 75±5 Shore A) and AMSR83248/2 (Class 2, 90 Shore A), with underlying qualification to MIL-R-83248. A minor leak path in these systems carries catastrophic risk. That's why aerospace sealing specifications enforce both material and dimensional controls together — neither alone is sufficient.
Semiconductor Manufacturing
Process chambers, gas delivery lines, and wafer handling equipment depend on ultra-clean sealing environments. Microscopic outgassing or particulate contamination from a seal can destroy an entire wafer batch.
FFKM seals are commonly specified for these applications, with cleanliness requirements governed by SEMI F40/F57 for leachables and trace metal content. Surface finish and dimensional tolerances must meet extreme precision standards. Given the cost of a contaminated batch, over-specifying seal grade is routinely justified.
Healthcare and Food & Beverage
Regulatory standards govern both material and dimensional requirements. FDA 21 CFR 177.2600 covers rubber articles for repeated use in food contact, and 3-A Sanitary Standard 18-03 applies to product-contact surfaces in dairy equipment. In these environments, a poorly fitting seal creates dead zones where bacteria can accumulate. Tight dimensional tolerances are as much a hygiene requirement as a performance one.
DSC supplies seals compliant with the full range of applicable standards in these sectors — including 3-A Sanitary, NSF 61, NSF 42, USP Class VI, and WRAS — in both standard and custom configurations.
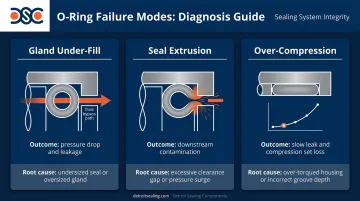
Consequences of Mismatched Seal Tolerances
Getting tolerances wrong produces predictable, expensive failure modes:
- Under-filling the gland lets fluid or gas bypass the seal entirely. In hydraulic systems this means pressure drop and efficiency loss; in semiconductor equipment, a contaminated run. The failure tends to creep in gradually, which makes root cause diagnosis harder.
- An undersized seal shifts under pressure, exposing edges to the clearance gap where they're progressively chewed away. Those fragments travel downstream into valves, orifices, and pumps. A Fluid Power Journal analysis on hydraulic contamination puts particle contamination behind up to 80% of mechanical wear in hydraulic systems — seal debris is a direct contributor.
- Over-compression from a gland that's too tight accelerates permanent compression set, steadily reducing the seal's residual load. The result is a slow leak that engineers frequently attribute to material failure — when the real culprit is a tolerance error on gland depth.
Selecting the Right Precision Seal for Tight-Tolerance Applications
Start with the Gland, Not the Seal
Confirm and document gland geometry first — groove width, depth, bore diameter, surface finish, and any GD&T callouts — before specifying a seal. Working backward from a confirmed gland specification ensures the seal is sized for actual operating conditions, not nominal dimensions that may drift across the machining tolerance band.
Match Material to the Operating Environment
Before selecting a compound, identify:
- Operating temperature range (and calculate seal fit at temperature extremes, not just room temperature)
- Fluid or gas media and concentration
- System pressure and whether the application is static or dynamic
Compound selection gets complicated fast when temperature extremes, aggressive media, or tight dimensional tolerances interact. DSC stocks hundreds of compounds across all rubber families — from standard NBR and EPDM through FKM, FFKM, HNBR, and specialty materials. CAD and FEA capabilities allow custom seal designs to be validated before production, and an ISO 17025 accredited lab handles applications where standard compounds don't meet the required dimensional or performance consistency.
Standard vs. Custom Geometry
Once the compound is confirmed, geometry is the next decision. Standard AS568 and ISO 3601 O-rings cover the majority of applications and should be the starting point — they have published tolerance tables, widely available gland designs, and the lowest sourcing friction.
Move to custom geometry when:
- The standard cross-section can't achieve the required squeeze percentage within the gland's tolerance band
- The packaging envelope doesn't accommodate a standard gland
- The application requires integrated features (anti-extrusion lips, asymmetric cross-sections, or controlled void geometry)
Custom geometry doesn't eliminate the need to control material, surface finish, and clearance — it adds design freedom while requiring tighter supplier qualification.

Frequently Asked Questions
What is considered a tight tolerance in precision equipment?
Tight tolerance generally means dimensional deviation tighter than ±0.005 inches (±0.13 mm), with ultra-precision applications in aerospace or semiconductor falling below ±0.0005 inches. For seals specifically, tight tolerance also encompasses gland geometry, surface finish, and seal cross-section consistency — not dimensional deviation alone.
What are the main types of tolerances in precision equipment?
The three primary types are dimensional (linear size), geometric (form, position, and orientation per GD&T), and surface finish tolerances. For sealing systems, all three must be controlled together. Specifying only the O-ring diameter while leaving gland concentricity and surface finish to default machining practices is a common source of seal failures.
How do O-ring groove tolerances affect sealing performance?
Groove dimensions control how much the O-ring is squeezed, which determines sealing force. Too little squeeze causes leakage; too much accelerates compression set and cracking. Gland tolerance specification is as important as the O-ring size — and Parker data shows the acceptable squeeze window is narrower than most engineers assume.
What materials are best for precision seals in tight-tolerance applications?
Material selection depends on the environment: FFKM for extreme heat and chemical resistance, EPDM for steam/water, NBR for hydraulic fluids, and FKM for broad chemical and temperature range. Compound consistency matters just as much — batch-to-batch dimensional and hardness stability determines whether a tight-tolerance seal performs reliably across a production run.
How does temperature affect seal tolerances?
Elastomers expand at different rates than metal housings, so a seal correctly sized at room temperature may be under- or over-compressed at operating temperature. When specifying precision seals for variable-temperature applications, the rubber compound's coefficient of thermal expansion relative to the housing material must be factored into the design.
What industries require the tightest sealing tolerances?
Aerospace, semiconductor, healthcare, and oil & gas carry the most demanding requirements, where even minor seal failure has safety, cleanliness, or pressure-containment consequences. These industries specify material standards (MIL-SPEC, SEMI F40/F57, FDA 21 CFR 177.2600) alongside dimensional controls as inseparable requirements.


