In heat-resistant applications, elasticity doesn't disappear suddenly. It degrades gradually through post-crosslinking, compression set, and oxidative attack, often without visible warning until the seal leaks. Understanding how these mechanisms operate — and which materials resist them best — is the foundation of reliable thermal sealing specification.
This article covers how elasticity functions in O-ring seals, what degrades it under heat, how different elastomers compare, and what engineers need to know to specify and validate performance correctly.
Key Takeaways
- Heat degrades O-ring elasticity through post-crosslinking, compression set, and oxidative surface damage — all leading to seal failure
- FKM (continuous to ~204°C), silicone/VMQ (~204°C), and FFKM (~320°C) are the go-to materials for sustained high-heat service; NBR fails above 100°C continuous
- Compression set — permanent deformation after compression — is the primary failure mode; Parker's O-ring guidance states 80% compression set is often sufficient to cause leakage
- Published temperature ratings reflect 1,000-hour lab baselines; real duty cycles, thermal cycling, and media exposure all shorten actual service life
- Material selection, groove design, and compression margin must be engineered together; neither alone is sufficient
What Elasticity Performance Means for Heat-Resistant O-Ring Seals
Elasticity performance, in technical terms, is the O-ring's capacity to deform under mechanical load and generate recoverable contact force against mating surfaces. When load is removed, the material must return toward its original cross-section without permanent geometric change.
It matters because O-rings don't seal by filling space. They seal by generating contact pressure proportional to their elastic recovery force. When that recovery force drops, contact pressure drops with it, and the seal leaks even if the O-ring looks intact and sits correctly in the groove.
Elasticity as Both a Design Parameter and an Operating Variable
At the specification stage, elasticity is controlled through material selection, compound formulation, and durometer. A 70 Shore A FKM compound and a 90 Shore A FKM compound will behave differently under the same thermal load — even within the same material class.
Once in service, elasticity becomes a variable. Temperature, time, and media exposure alter it continuously. Datasheet values represent a snapshot at controlled conditions — not the cumulative compression set, plasticizer loss, or chain stiffening that accumulates over service life.
Elasticity Is Not the Same as Flexibility
A common misread: a material can become softer at elevated temperatures and simultaneously lose elastic recovery. These are different phenomena. Post-crosslinking — (where additional bonds form between polymer chains under heat) progressively stiffens the material and reduces its ability to return to shape. The result is an O-ring that feels compliant when removed from service but has permanently taken the geometry of the groove. It no longer generates adequate sealing force.
Key indicators that elastic recovery has degraded in service:
- O-ring cross-section shows permanent flat-spotting on the contact face
- Sealing force drops despite correct groove fill and no visible damage
- Material feels pliable but springs back slowly or incompletely
- Leakage begins at system startup (cold) when thermal expansion hasn't compensated for loss of recovery force
How Temperature Degrades O-Ring Elasticity
Three mechanisms drive heat-related elasticity loss. Each operates differently, but all reduce the same functional property: sealing contact pressure.
Post-Crosslinking and Compression Set
Excessive heat causes additional crosslink bonds to form between polymer chains, a process called post-crosslinking. The material becomes progressively stiffer and less capable of elastic recovery. The practical result is compression set: the O-ring permanently retains the compressed shape of the groove after the load is removed.
Engineers measure compression set as the percentage of original deflection the material fails to recover, per ASTM D395-18(2025) (Method B, approximately 25% compression) or ISO 815-1:2014. Lower percentages indicate better recovery; higher percentages indicate greater permanent deformation.
According to Parker's O-ring engineering data:
- 80% compression set is often sufficient to cause leakage
- 100% compression set indicates complete loss of resilience (though a seal may still function under stable pressure and temperature if the contact line isn't broken)
These are not fixed pass/fail thresholds for every application: context matters. But they set the practical boundaries for specification decisions.
Thermal Expansion and Contact Geometry
Compression set isn't the only pressure on sealing performance. As temperature rises, O-rings expand physically — and that dimensional change directly affects gland geometry. The coefficient of thermal expansion varies by material:
| Material | CLTE (m/m/°C) | Test Range |
|---|---|---|
| NBR | 1.97E-04 | 25–125°C |
| HNBR | 1.95E-04 | 25–160°C |
| EPDM | 2.01E-04 | 25–125°C |
| FKM | 1.98E-04 | 25–200°C |
| VMQ/Silicone | 2.30E-04 | 25–230°C |
| FFKM | 3.91E-04 | 25–320°C |
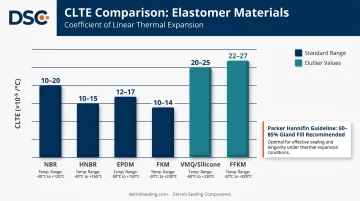
Volumetric expansion runs approximately 3× the linear coefficient, which becomes significant in confined groove geometries. Parker recommends 60–85% gland fill (75% optimum) with at least 10% void to accommodate volume swell and thermal expansion.
A fully filled gland at operating temperature can generate enough expansion force to damage hardware. On cooling, the reverse applies: contraction reduces contact pressure and can open leakage paths, particularly after repeated thermal cycling.
Oxidative Degradation and Surface Embrittlement
At sustained high temperatures, ambient oxygen accelerates surface oxidation of the elastomer. Peer-reviewed O-ring failure research identifies oxidation, chain scission, and additional crosslinking as irreversible chemical aging processes.
Surface cracking and embrittlement can compromise the sealing contact line directly. This matters because the damage is visible before bulk compression set reaches a level that would flag the seal for replacement on inspection.
Visual indicators to look for on post-removal inspection:
- Surface cracks, particularly on the heat-facing side
- Permanent oval cross-section (the groove shape retained permanently)
- Glossy surface on NBR compounds
- Adhesion to metal contact surfaces in certain FKM compounds
Parker's engineering data confirms: excessive heat causes permanent hardening, while low-temperature stiffening is primarily physical and reverses on warming. Once heat damage sets in, no amount of cooling restores the original elastic properties — which is why operating temperature limits should be treated as hard boundaries, not conservative guidelines.
Elasticity Performance Range Across Material Classes
Each elastomer class has a thermal-elasticity envelope — a range within which it sustains adequate elastic recovery. The correct specification target is operating within that envelope, not simply below the maximum rated temperature.
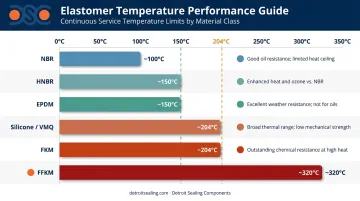
Continuous Service Temperature Comparison
Parker's temperature ratings are based on 1,000-hour continuous service in compatible media. These are class-level baselines — actual compound-specific performance should be verified against supplier lab data.
| Material | Continuous Service Limit | Notes |
|---|---|---|
| NBR | ~100°C (Parker) / 110°C (Trelleborg) | Short-term peaks to 120°C; ACN content shifts performance |
| HNBR | ~150°C | Better compression set resistance than NBR |
| EPDM | ~150°C | Not suitable for petroleum-based media |
| Silicone (VMQ) | ~204°C typical, 260°C special compounds | Wide thermal range; poor tensile/tear resistance |
| FKM | ~204°C | Top performer for combined chemical and thermal environments |
| FFKM | ~320°C | Highest thermal ceiling; CLTE nearly double other elastomers |
The distinction between continuous exposure limits and short-term peak limits matters in practice. A material may tolerate a brief spike above its continuous rating and partially recover elasticity on cooling. Sustained operation at that elevated temperature, however, will progressively degrade elastic recovery with no path back to baseline performance.
The Safe Operating Margin
Operating near the upper thermal limit of a material's rated range is not equivalent to operating within it. As temperature approaches the ceiling, polymer degradation accelerates non-linearly. ISO 11346:2014 formalizes this through Arrhenius and WLF (Williams-Landel-Ferry) methods for estimating thermal endurance of vulcanized rubbers.
Factors that reduce the effective safe margin:
- Media exposure — oils, solvents, and steam attack polymer chains in addition to heat
- System pressure — increases mechanical stress on an already heat-stressed seal
- Groove fill percentage — high fill reduces room for thermal expansion, increasing contact stress
Each of these factors compounds thermal load independently. An FKM O-ring in hot hydraulic oil at 180°C, for example, may behave as if thermally stressed beyond its 204°C rating. The rated ceiling assumes temperature alone, in chemically compatible media — it does not account for synergistic degradation.
How Elasticity Is Specified, Measured, and Validated
Elasticity performance falls into two distinct stages: specification, which happens during compound selection before installation, and validation, which is confirmed through testing and inspection.
Specification and Documentation
Compression set percentage — measured per ASTM D395 or ISO 815-1 — is the primary standardized proxy for elasticity retention:
- Lower values (closer to 0%) = better elastic recovery after compression
- Higher values (closer to 100%) = greater permanent deformation, reduced sealing force
The key distinction is rated material value versus tested compound-specific value. Two FKM O-rings from different suppliers or with different fluorine content can show significantly different compression set behavior at the same temperature. Material-class specifications don't resolve this. Compound-specific test data from the supplier's lab does.
Parker's compound-specific material guide (ORD 5712) lists individual compounds with properties including low compression set, high temperature resistance, and steam resistance — because class names don't define compound-level performance.
Measurement and Validation
In-service elasticity is typically validated indirectly through:
- Leak-down testing: reveals whether sealing contact pressure has dropped below functional thresholds
- Sealing force measurement: quantifies the actual contact load still acting on the seal face
- Post-removal cross-section inspection: exposes permanent deformation, surface cracking, or extrusion damage
Direct field elasticity measurement is impractical. Pre-selection testing under application-representative conditions is the most reliable alternative. DSC's ISO 17025 accredited lab supports compound-specific testing, including simulations that replicate actual operating conditions, so performance is confirmed before application commitment rather than assumed from class-level averages.
Common Failure Modes and Misinterpretations
The Sequential Failure Pathway
Heat-induced elasticity loss doesn't cause sudden failure. The sequence is gradual:
- Elasticity reduces → contact pressure drops
- Intermittent micro-leakage begins
- Leakage accelerates chemical attack on compromised seal
- Catastrophic seal loss

Once compression set crosses the threshold where contact pressure can no longer bridge surface tolerances, this sequence accelerates. Early inspection intervals in high-heat applications are a functional requirement, not a precaution.
Two Misinterpretations That Drive Failures
Both misinterpretations below share a common result: they push engineers toward material choices and maintenance schedules that can't sustain the actual operating environment.
Treating the rated temperature as the operational target. The maximum temperature rating on a datasheet is the ceiling, not the design point. Engineers should select materials with rated ceilings comfortably above the expected continuous operating temperature to maintain adequate elasticity margin throughout service life. Trelleborg explicitly states that published limits are maximum laboratory values, and interacting operating conditions — pressure, media, thermal cycling — must all be considered together.
Assuming all compounds within a material class are equivalent. NBR's acrylonitrile content ranges from 18% to 50%, and higher ACN improves oil resistance while directly reducing compression set resistance. Two NBR compounds at opposite ends of that range can behave very differently at the same temperature. The same principle applies across FKM formulations. Compound-specific testing is required for critical high-heat applications.
DSC maintains access to hundreds of compounds across all rubber types, and its ISO 17025 accredited lab can validate compound-level performance under the specific temperature, pressure, and media conditions of your application — rather than relying on datasheet maximums alone.
Frequently Asked Questions
Which O-ring materials offer the best heat resistance?
FKM, FFKM, and silicone/VMQ are the top performers for sustained high-temperature service. FKM and silicone are rated to approximately 204°C continuous; FFKM reaches approximately 320°C and is the preferred choice for extreme temperatures above 250°C.
How stretchy are silicone O-rings?
Silicone has excellent flexibility across a wide temperature range (approximately -60°C to 225°C for standard VMQ). However, it has poor tensile strength and low tear resistance, making it well-suited for static high-temperature sealing but a poor choice for dynamic applications where mechanical stress is present.
What happens to O-ring elasticity at high temperatures?
Elevated temperatures cause post-crosslinking of polymer chains, increasing stiffness and reducing elastic recovery. The practical result is compression set: the O-ring permanently retains the deformed shape of the groove and can no longer generate adequate sealing contact pressure.
How does compression set relate to elasticity loss?
Compression set is the percentage of original deflection that a compressed O-ring fails to recover after load is removed. It is the primary measurable indicator of elasticity degradation. Higher compression set percentages correspond directly to reduced sealing contact pressure and increased leakage risk.
What is the safe operating temperature range for FKM O-rings?
FKM is generally rated for continuous service from approximately -20°C to 204°C, depending on compound formulation. Operating near the upper limit accelerates elasticity loss non-linearly, so design margins below the rated ceiling are a practical requirement for sustained service life.
Can elasticity be recovered after an O-ring has been overheated?
No. Heat-induced post-crosslinking and compression set are permanent chemical and structural changes. Unlike low-temperature stiffening — which reverses when the seal warms — thermal damage cannot be undone. Overheated seals require replacement regardless of visual appearance.