Introduction
Raw rubber is a poor sealing material. It deforms permanently under compression, lacks elastic memory, and breaks down quickly under heat and chemical exposure. Vulcanization changes this by forming cross-linked polymer networks that give rubber the recovery, resilience, and long-term durability a reliable static seal requires.
Vulcanized O-rings take this further by applying that chemistry at the splice joint. Cord stock is cut to length, spliced with matching uncured compound under heat and pressure, and cured into a ring whose joint is chemically continuous with the base material. That joint is also the governing design constraint, and understanding it is essential for anyone specifying these seals.
This article covers what vulcanization does at a molecular level, how properties vary by compound, and what engineers need to know when specifying and inspecting these seals for industrial use.
Key Takeaways
- Vulcanized O-rings are made by splicing cord stock with uncured compound and adhesive, then heat-curing to create a molecular-level bond
- They are engineered for static sealing only — the splice joint cannot withstand dynamic contact
- Compound choice determines compression set resistance, chemical compatibility, Shore A hardness, and temperature range
- Core compounds are NBR, FKM, EPDM, and Silicone — each covering distinct chemical and thermal environments
- Specify cross-section, ID/OD, compound, and durometer — validate against ISO 3601 and AS568D
What Vulcanization Does to Rubber O-Rings
The Chemistry Behind the Cure
Vulcanization forms a three-dimensional cross-linked network by inserting chemical bridges between adjacent polymer chains. Sulfur-based systems create polysulfidic, disulfidic, and monosulfidic cross-links; peroxide systems form direct carbon-carbon bonds. The type of cross-link affects heat aging, compression recovery, and chemical resistance. Cure system selection matters just as much as base polymer choice.
The practical result: cross-linked rubber resists permanent deformation, recovers its shape after sustained compression, and holds up against heat and fluid exposure. Unvulcanized rubber offers none of this. It's weak, dimensionally unstable, and prone to permanent set under load — none of which are acceptable in a sealing material.
Vulcanized vs. Molded vs. Cold-Spliced
These three ring types are frequently confused. The differences are significant:
| Type | Joint Method | Bond Character | Typical Use |
|---|---|---|---|
| Molded O-ring | No joint — single-piece | Seamless | Standard sizes, dynamic and static |
| Vulcanized splice | Heat + pressure + uncured compound | Chemically cured, continuous | Large/custom diameters, static only |
| Cold splice | Cyanoacrylate adhesive | Mechanical adhesion only | Low-demand static applications |
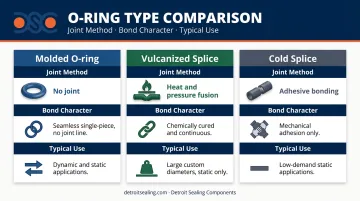
Treleborg's engineering documentation confirms that butt-vulcanized cord junctions exhibit lower mechanical properties than the bulk cord — this is an accepted trade-off for the flexibility vulcanized rings provide in non-standard sizes and geometries.
Manufacturing Process
- Cut cord stock to the calculated length based on target ID/OD and cross-section
- Prepare the joint faces with a straight butt cut — not angled
- Apply uncured compound and adhesive matched to the base elastomer on both ends
- Load into a machined splicing jig and apply heat and pressure for a specified cure time
- Inspect and clean — the joint is examined before the ring ships
The joint is always the first point of stress concentration. This is why static-only application is non-negotiable, and why joint inspection before installation is mandatory.
Key Technical Properties of Vulcanized Rubber O-Rings
Compression Set Resistance
Compression set is the most critical sealing property. It measures how well a ring recovers its original cross-section after sustained compression. High compression set means the ring won't spring back — and a seal that won't spring back leaks.
Per ASTM D395, compression set is tested at defined deflection (typically 25%), temperature, and duration. Parker and Trelleborg both reference this method in their design handbooks. Specific percentage values vary by compound, grade, and test conditions — always require a compound-specific datasheet, not generic figures.
Shore A Hardness
Durometer governs several interdependent sealing parameters:
- Softer compounds (40–60 Shore A): Better surface conformance on rough mating faces, but higher extrusion risk at pressure
- Mid-range (60–75 Shore A): The default for most static applications; Parker cites 70–80 Shore A as suitable for most O-ring use
- Harder compounds (75–90 Shore A): Extrusion resistance improves significantly, but groove tolerances must be tighter
DSC supplies vulcanized O-ring compounds in 40–90 Shore A depending on elastomer type, from EPDM as soft as 40 Shore A to FKM and HNBR at 90 Shore A.
Chemical and Fluid Resistance
Cross-link density and base polymer chemistry govern what a compound can contact. No single elastomer covers all media. Key incompatibilities:
- EPDM is rated poor for petroleum oils by both Apple Rubber and Parker — this is a critical exclusion
- Silicone (VMQ) also performs poorly with petroleum-based lubricating oils
- NBR is the standard choice for hydrocarbon service; FKM handles more aggressive chemistry
Tensile Strength, Elongation, and Temperature Range
Beyond chemistry, mechanical behavior under stress determines whether a ring survives installation and service. Tensile strength and elongation (tested per ASTM D412) determine how a ring handles installation stretch and internal pressure. Expect lower tensile strength in the splice zone than in bulk cord — that's inherent to cord-and-cement construction, not a quality failure.
Temperature limits are compound-specific and must be confirmed before specifying:
- Upper limits: Softening and oxidation degrade sealing force over time
- Lower limits: Embrittlement and loss of elasticity cause cold-weather leakage
- Always validate both ends of the range against actual service conditions
Common Rubber Compounds and Their Performance Ranges
Material selection is the primary engineering decision when specifying a vulcanized O-ring. The compound determines temperature ceiling, chemical compatibility, and service life.
The ranges below reflect published data from Parker, Apple Rubber, and Trelleborg — values vary by grade and should be verified against the compound datasheet for procurement.
| Compound | Temperature Range | Key Compatibility | Primary Applications |
|---|---|---|---|
| NBR (Buna-N) | -40°F to +257°F | Petroleum oils, fuels, hydraulic fluids | Automotive, oil & gas, general industrial |
| FKM (Viton) | -13°F to +446°F | Aggressive chemicals, fuels, high-temp service | Aerospace, chemical processing, energy |
| EPDM | -76°F to +302°F | Water, steam, ozone, polar fluids — not petroleum | Water treatment, HVAC, food & beverage |
| Silicone (VMQ) | -85°F to +400°F | Food and medical media, low-pressure static | Food processing, medical, low-pressure large-diameter |
| HNBR | -30°F to +300°F | Lubricating oils, petroleum fluids, higher heat margin than NBR | Automotive, oilfield, refrigeration |
| Neoprene (CR) | -40°F to +250°F | Petroleum oils (good, not excellent), refrigerants | HVAC, refrigeration, marine |
| FVMQ | -75°F to +400°F | Combines silicone thermal range with fuel/oil resistance | Aerospace fuel systems, low-temp oil service |
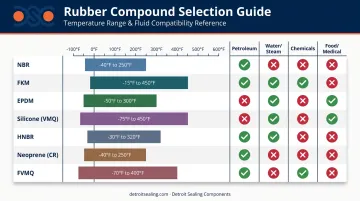
Critical flag: Never specify EPDM for petroleum oil service. Both Apple Rubber and Parker explicitly rate EPDM as incompatible with mineral oil, grease, and hydrocarbon fuels — this is one of the most common and consequential compound selection errors.
On FDA compliance: FDA 21 CFR 177.2600 covers rubber articles for repeated use in food production environments. Compliance is grade-specific — do not assume all silicone or EPDM compounds qualify without a compound datasheet or certificate of conformance.
Those regulatory boundaries are also where standard compound grades most often fall short. For applications involving extreme chemical combinations, cryogenic exposures, or narrow compliance windows, DSC's ISO 17025 accredited lab supports custom material development and compound testing against application-specific conditions.
Industrial Applications of Vulcanized Rubber O-Rings
When Vulcanized Rings Are the Right Choice
Vulcanized O-rings solve specific problems that molded rings cannot address economically:
- Large or non-standard diameters — mold tooling for a 600mm ring is expensive with long lead times; vulcanized cord eliminates that cost entirely
- Non-round groove geometries — rectangular hatch covers, flanged lids, irregular perimeters — the ring follows the groove path
- Low-volume requirements — no minimum order quantities tied to mold amortization
- Urgent delivery — no tooling development cycle
DSC's Infinite-Size O-Ring offering covers cross-sections from 3mm to 25mm in NBR, HNBR, EPDM, and FKM at 70–90 Shore A, directly addressing large-diameter static sealing requirements.

Pressure capability isn't a single fixed rating — it shifts with groove geometry, diametrical clearance, compound hardness, ring ID, and backup ring use. Apple Rubber designs static radial glands for up to 1,500 psi. Trelleborg's limits range from 725 psi (ID > 50mm, no backup) to 1,450 psi (ID < 50mm, no backup). Above those thresholds, backup rings are the standard engineering response.
Industry Verticals and Compound Match
- Oil & gas (pipeline flanges, valve sealing): FKM for high-temperature hydrocarbon service; NBR for standard petroleum applications
- Water treatment and sanitary systems: EPDM — excellent water, steam, and ozone resistance
- Food and beverage / pharmaceutical: Silicone (VMQ) for FDA-relevant low-pressure sealing; EPDM where heat and steam are factors (verify FDA grade)
- HVAC and refrigeration ducting: EPDM for ozone and weathering resistance; Neoprene for refrigerant compatibility
- Agriculture and construction equipment: NBR and HNBR for hydraulic fluid service in large-diameter flange sealing
Groove Dimensions and Surface Finish
A correct compound in a wrong groove will leak. Groove depth and width must match the specified cross-section and durometer, controlling compression percentage and preventing extrusion. Surface finish targets vary by service type:
- Liquid service: 32 micro-inches RMS (per Apple Rubber static axial gland guidance)
- Vacuum and gas service: 16 micro-inches RMS
- Trelleborg standard: Rz 6.3 / Ra 1.6 micrometers, with groove fill kept below 85%
DSC's finite element analysis capability extends to groove design verification. FEA identifies stress concentration zones and validates sealing force for specific cross-sections and operating conditions before parts are committed to production.
Specifying, Inspecting, and Avoiding Failure
The Four Specification Dimensions
Every vulcanized O-ring order requires:
- Cross-section (CS) diameter: governs compression percentage and groove geometry
- Inside diameter (ID) or outside diameter (OD): specify whether the ring will be stretch-fitted or compressed radially
- Elastomer compound and Shore A durometer
- Splice method: butt splice is standard; 45° bevel is sometimes requested but harder to align accurately
Applicable dimensional standards include:
- ISO 3601-1 — dimensions and designation
- ISO 3601-2 — housing dimensions
- ISO 3601-3 — visual quality and acceptance criteria
- AS568D — inside diameters, cross-sections, and dash codes for standard US sizes
Vulcanized O-rings are inherently harder to hold to tight tolerances than molded rings, and ISO 3601-2 accounts for this. For large-diameter applications in particular, factor tolerance stack-up into your groove design before finalizing dimensions.
Joint Inspection Protocol
Before installation, every vulcanized O-ring joint must be inspected:
- Locate the splice — visible as a circumferential line around the ring
- Twist test: apply a quarter-turn twist in each direction to check bond integrity
- Tug test: apply a light axial tug across the joint; it should hold without separation
- Visual check: examine the joint surface for cracks, pinholes, or cross-section misalignment
Reject any ring with visible cracks or pinholes, as these defects will spread under service conditions. Never bend the ring at the joint, since even a sound bond will fracture under that stress.
Understanding what causes inspection failures helps explain the failure modes most likely to occur in service.
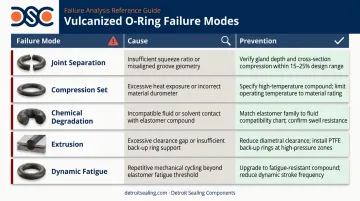
Primary Failure Modes
| Failure Mode | Cause | Prevention |
|---|---|---|
| Joint separation | Sustained compression, pressure cycling | Static-only use; pre-installation inspection |
| Compression set | Permanent deformation, loss of recovery | Correct compound; verify set resistance for temp/duration |
| Chemical degradation | Compound-media incompatibility | Verify compatibility before specifying |
| Extrusion | Excessive clearance gap or under-hardness | Correct groove geometry; increase durometer or add backup rings |
| Dynamic fatigue | O-ring used in moving application | Use molded O-ring; vulcanized rings are static-only |
Frequently Asked Questions
What is the difference between spliced O-rings and vulcanized O-rings?
Spliced O-rings are bonded with cyanoacrylate adhesive (cold bond), relying on adhesion alone without material continuity. Vulcanized O-rings use uncured matching rubber compound mixed with adhesive, cured under heat and pressure to form a chemically bonded joint. The vulcanized joint is materially continuous with the cord stock; the cold-spliced joint is not.
What is the difference between rubber and vulcanized rubber?
Raw rubber has loose polymer chains with no structural memory, so it deforms permanently and degrades quickly under heat or chemical exposure. Vulcanization cross-links those chains via sulfur or peroxide systems, forming a three-dimensional network that delivers elasticity, compression recovery, and durability.
Are vulcanized O-rings suitable for dynamic sealing applications?
No. The splice joint is the weakest point in the ring, and repeated mechanical stress from moving parts will cause fatigue and separation. Vulcanized O-rings are designed exclusively for static sealing (groove contact, flange compression, lid sealing) where the ring remains stationary under load.
What rubber compounds are commonly available for vulcanized O-rings?
The most common compounds are NBR, FKM (Viton), EPDM, Silicone (VMQ), HNBR, Neoprene (CR), and Fluorosilicone (FVMQ). Selection depends on fluid media, temperature range, and pressure requirements. For applications where standard compounds aren't sufficient, DSC can develop and test custom formulations through its ISO 17025 accredited lab.
How do you inspect a vulcanized O-ring joint before installation?
Locate the splice, apply a quarter-twist in each direction and a light axial tug, then visually inspect for cracks or pinholes. Reject any ring with visible defects. Do not bend the ring at the joint — this fractures the bond and is not a valid test method.
What pressure and temperature limits apply to vulcanized rubber O-rings?
Pressure ratings depend on groove geometry, compound hardness, ring ID, and backup ring use, with published tables from Parker, Trelleborg, and Apple Rubber citing approximately 725–1,500 psi for static applications without backup rings. Temperature limits are compound-specific; verify against the actual compound datasheet before procurement.


