Introduction
FFKM seals are the most chemically resistant elastomers available, capable of withstanding temperatures up to 325°C and exposure to nearly any industrial chemical. But continuous temperature ratings don't account for cyclic mechanical stress.
The real performance test is thermal cycling — repeated heat-up and cool-down sequences that impose cumulative mechanical stress on the seal's polymer network. A compound that survives 300°C continuously can still fail prematurely when cycled repeatedly between cold and hot extremes, because each cycle incrementally degrades sealing force.
The consequences are real. In semiconductor fabs, chemical processing plants, and pharmaceutical manufacturing, a seal failure mid-process means unplanned downtime, contamination risk, and potential regulatory exposure (not just a leak to mop up).
DuPont's cost modeling across 100 pump systems found that high-quality FFKM seals reduced total system cost from $294,140 to $215,400 annually compared to non-FFKM alternatives. That gap widens further when cycle-driven failures are factored in.
This guide covers why thermal cycling is uniquely damaging, how different stress profiles degrade FFKM seals, what failure looks like, and how to build an inspection schedule that catches degradation before failure.
Key Takeaways
- FFKM offers the widest elastomer temperature range, yet real service life is governed by cycle frequency, temperature delta, and chemical co-exposure — peak temperature alone is not the deciding factor
- Each thermal cycle causes a small, permanent increase in compression set, progressively reducing sealing force until leakage occurs
- Failure often appears first after cooling, not at peak temperature — leakage during cool-down is a compression set indicator
- High-frequency cycling demands peroxide-cured, high-crosslink-density FFKM grades; wide temperature-delta applications require grades with verified low-temperature flexibility ratings
- Inspection intervals should be based on cycle count, not calendar time
Why Thermal Cycling Performance Matters for FFKM Seals
The Difference Between Temperature Resistance and Cycling Performance
A seal's published maximum temperature rating reflects its ability to survive sustained heat exposure. Thermal cycling is a different stressor entirely. Each time a seal heats up and cools down, the elastomer expands and contracts — and the polymer crosslink network absorbs that mechanical load. Over hundreds or thousands of cycles, the material accumulates damage that doesn't fully reverse during recovery.
This is why compression set is the core failure mechanism in cycling applications. Each cycle compresses the seal and allows it to recover slightly less than before. That gap compounds over time until the seal can no longer maintain contact force against the groove walls — and leakage begins.
FFKM's advantage is its exceptionally low compression set compared to other elastomers, which is precisely why it's specified for demanding cycling applications. But even FFKM has limits. Published data for high-temperature semiconductor grades shows 8% compression set at 204°C and 32% at 300°C after 70 hours per ASTM D395B — values that increase with cycle accumulation.
Lifespan That Runs on Cycle Count, Not Calendar Time
In high-cycle environments, replacement intervals based on months or years are unreliable. A semiconductor HDPCVD process chamber illustrates this clearly: older FFKM compounds required replacement every 5,000 wafer cycles, while next-generation formulations extended that interval to 10,000 cycles — regardless of elapsed time.
The same principle holds for pharmaceutical CIP/SIP, autoclave sterilization, and oil & gas wellhead equipment. Tracking cycle count alongside temperature delta gives maintenance teams a defensible, application-specific trigger for inspection and replacement — not a generic calendar rule.
The Cost of Getting It Wrong
Seal failure mid-process isn't just a maintenance issue. Depending on the application, the downstream consequences include:
- Pharmaceutical: batch rejection, regulatory review, or full equipment re-qualification after a failed CIP/SIP seal
- Semiconductor fabs: process excursions from seal outgassing or particle shedding that can affect entire wafer lots
- Oil & gas: unplanned wellhead shutdowns that cascade into lost production time
The cost gap between selecting the right FFKM compound upfront and reacting to seal failures grows with every unplanned shutdown.
How Thermal Cycling Degrades FFKM Seals
Not all thermal cycling imposes the same stress. Three distinct profiles determine which degradation mechanism dominates and which FFKM grade is most appropriate.
Rapid or High-Frequency Thermal Cycling
When equipment cycles through temperatures quickly — rapid thermal processing tools in semiconductor fabs, for example, or pressure relief sequences in chemical reactors — the elastomer doesn't have adequate time to relax between cycles. The polymer crosslink network accumulates fatigue without completing a full recovery.
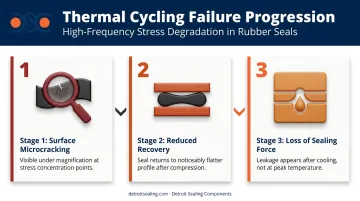
This accelerates compression set faster than slow cycling. The physical signs appear in a specific order:
- Surface microcracking — visible under magnification at stress concentration points
- Reduced recovery — the seal returns to a noticeably flatter cross-section after compression
- Loss of sealing force — leakage begins appearing after cooling, not at peak temperature
For high-frequency cycling, peroxide-cured FFKM grades with high crosslink density are the appropriate selection. The tighter crosslink network resists fatigue accumulation more effectively than standard cure systems.
Wide Temperature Range Cycling (Extreme Delta)
When cycle swings span both high heat (above 200°C) and cold extremes (near or below 0°C), two separate failure risks emerge simultaneously.
First, cold-end flexibility. Standard FFKM grades have a glass transition temperature (Tg) near 0°C — meaning seals can approach their stiffness limits at the cold end of a wide-delta cycle. Modified FFKM formulations using specific perfluorinated monomers can push Tg down to -17°C, providing meaningful cold-side flexibility headroom for wide-delta applications.
Second, thermal expansion mismatch. FFKM has a linear coefficient of thermal expansion (CTE) of approximately 3.2 × 10⁻⁴/°C between 25–250°C — substantially higher than metallic housing materials. In wide-delta cycling, this mismatch creates real risks:
- Groove overfill at high temperature can force extrusion through clearance gaps
- Insufficient groove volume combined with circumferential constraint can cause splitting along the parting line
- Repeated dimensional cycling against rigid groove walls accelerates surface wear
Groove design must account for FFKM's expansion behavior across the full cycle range — not just at the expected operating temperature.
Combined Thermal and Chemical Cycling
Simultaneous chemical exposure and thermal cycling don't simply add stress — they multiply it. Elevated temperatures accelerate chemical attack on the polymer backbone, and repeated cycling through aggressive conditions accumulates damage faster than either stressor alone.
Industries where this combination is standard:
- Semiconductor — wet/dry etch alternation with fluorine, HCl, and plasma chemistries
- Pharmaceutical — CIP/SIP with caustic cleaners at elevated steam temperatures
- Oil & gas — sour gas streams with H₂S at high pressure and temperature
Each demands a formulation specifically matched to the combined stress profile. A general-purpose FFKM grade may hold up under chemical exposure alone or thermal cycling alone — but degrade significantly faster when both stressors are present simultaneously.
Matching the right compound to this kind of multi-stressor environment requires visibility across fluorine content levels, cure system types, and application-specific test data. DSC's technical staff maintains access to hundreds of FFKM formulations and can help identify the appropriate grade for your specific cycle profile.
Signs Your FFKM Seal Is Failing Under Thermal Cycling
Thermal cycling failure presents differently from chemical attack or mechanical damage. Recognizing the specific indicators allows maintenance teams to intervene before catastrophic leakage.
Performance and Output Changes
Leakage that appears after cooling — not at peak temperature — is the clearest early indicator of compression set accumulation. At operating temperature, the expanded seal maintains interface contact. As the system cools and contracts, a seal with insufficient remaining sealing force can no longer maintain that contact under cold-state groove geometry.
In semiconductor and pharmaceutical applications, process contamination or yield anomalies that correlate with thermal cycle events often precede visible leakage. These process signals are frequently the first operational indicator of degrading seal integrity.

Visible Physical Changes
During planned maintenance, look for:
- Flat-sided oval cross-section — compression set has permanently reduced the seal's ability to exert force against mating surfaces
- Surface microcracking — fine cracks at stress points visible under magnification, not uniform surface abrasion
- Hardening or loss of elasticity — seal fails to recover shape promptly on squeeze-and-release; indicates thermo-oxidative degradation
- Circumferential splitting — occurs along the parting line when groove overfill blocks extrusion during expansion
Any visible permanent deformation beyond minor surface compression warrants replacement, not reinstallation.
Recurring Issues
When re-torquing fasteners or re-seating equipment temporarily restores sealing — but leakage returns after the next thermal cycle — the seal has permanently lost enough sealing force to maintain contact under cycling conditions. That pattern means the material is past its serviceable life.
FFKM Seal Inspection Schedule for Thermal Cycling Applications
Inspection intervals should be driven by cycle count, temperature delta severity, and chemical exposure level — not calendar time. A seal in a low-frequency cycling application may remain serviceable for years while an identical seal in a high-frequency semiconductor process requires replacement within months.
Maintenance Frequency Framework
| Severity Level | Conditions | Inspection Frequency | Replacement Trigger |
|---|---|---|---|
| Low | Delta <100°C, infrequent cycles, no chemical co-exposure | Annually or at scheduled shutdowns | Visible compression set or deformation |
| Moderate | Delta 100–200°C, regular cycles, intermittent chemical exposure | Every 3–6 months or every 500–1,000 cycles (whichever first) | First sign of microcracking or recovery loss |
| High | Delta >200°C, frequent cycles, continuous chemical exposure (semiconductor, pharma CIP/SIP, sour gas) | Every 1–3 months or every 200–500 cycles (whichever first) | Any compression set, microcracking, or hardening |

Building Application-Specific Intervals
The table above provides a solid baseline. For critical or high-cycle applications where a premature failure carries significant cost, application-specific intervals built from material validation testing are far more reliable than generic schedules.
DSC's ISO 17025 accredited lab supports compression set measurement and thermal aging tests. These establish data-backed replacement intervals matched to your specific cycle profile, temperature range, and chemical environment.
Conclusion
FFKM seals remain the most capable elastomers for thermally demanding applications. But selecting FFKM is the beginning of the process, not the end. Cycle frequency, temperature delta, and chemical co-exposure determine actual performance life — and those variables point toward specific compound requirements, not a single universal grade.
A proactive maintenance approach — matched to actual operating stress — consistently outperforms reactive replacement after visible failure. That means building your program around three fundamentals:
- Track cycle counts to anticipate degradation before it becomes a leak event
- Inspect early for compression set and microcracking, not just after seal loss
- Match compound selection to the real stress profile: temperature delta, cycle rate, and chemical exposure combined
That combination delivers lower total cost of ownership and more predictable process performance.
Frequently Asked Questions
What temperature range can FFKM seals handle during thermal cycling?
Most standard FFKM grades operate from approximately -25°C to +325°C, with some low-temperature formulations rated to -42°C under pressurized conditions. In cycling applications, both the cold-end flexibility rating and the hot-end compression set resistance matter — not just the maximum temperature ceiling.
How does thermal cycling cause FFKM seal failure differently than sustained high-heat exposure?
Sustained heat causes gradual thermo-oxidative degradation of the polymer backbone. Thermal cycling accumulates mechanical stress through repeated expansion and contraction, causing progressive compression set and potential microcracking — even before the seal's maximum temperature rating is approached.
How often should FFKM seals be inspected in high thermal cycling applications?
High-severity applications typically require inspection every 1–3 months or every 200–500 cycles, whichever comes first. Cycle count is a more reliable trigger than calendar time — a heavily cycled seal accumulates damage far faster than an infrequently cycled one of the same age.
What FFKM grade is best for applications with rapid or extreme thermal cycling?
Peroxide-cured, high-crosslink-density grades are preferred for high-frequency cycling. Wide-delta applications also require verified low-temperature flexibility ratings — standard grades with Tg near 0°C can harden and lose sealing force at cold-cycle extremes.
Can FFKM seals be reused after multiple thermal cycles?
Reuse is not recommended for high-cycle applications. A seal's contact surface conforms to its specific groove geometry, and residual compression set is rarely visible. A new seal provides a known baseline sealing force that a reinstalled seal cannot reliably replicate.
How does compression set in FFKM seals relate to thermal cycling frequency?
Each thermal cycle causes a small, cumulative increase in permanent compression set. Seals in high-frequency cycling environments accumulate this deformation faster than seals in slow or infrequent cycling applications — shortening effective service life regardless of the seal's published maximum temperature rating.