O-ring quality inspection isn't a formality. It's the difference between reliable sealing performance and catastrophic failure, costly downtime, or regulatory non-compliance.
This guide covers the standards that define O-ring quality, a practical six-stage inspection process, the defects that cause failures in service, and how to build a supply chain that delivers conforming parts consistently.
Key Takeaways
- ISO 3601 and AS568 define dimensional tolerances, surface grades, and material properties — knowing these standards lets you evaluate supplier quality before parts arrive
- Dimensional verification, Shore A hardness, surface examination, and performance testing are the core inspection checkpoints that catch defects before they cause failures
- Common failure-causing defects — extrusion damage, compression set, porosity, and spiral failure — are detectable before installation
- Sourcing from suppliers with an ISO 17025 accredited lab reduces your incoming inspection burden and strengthens traceability
What Is O-Ring Quality Testing and Inspection?
O-ring quality testing is the systematic process of verifying that a part conforms to specified dimensional tolerances, material properties, and surface finish requirements before it enters service. This applies across the supply chain — at the manufacturer, at distribution, and during incoming inspection at the buyer's facility.
Three primary categories of checks exist:
- Dimensional/geometric inspection — inner diameter, cross-section diameter, and tolerances against the applicable standard
- Material verification — compound identity, Shore A hardness, chemical resistance, and certifications
- Performance testing — compression set, tensile strength, and aging resistance under operating conditions
Which of these categories applies — and how thoroughly — depends on the application. Checks range from qualitative visual screening to full lab-based measurement. A general-purpose pneumatic seal warrants less scrutiny than an O-ring used in a medical device or a high-pressure oil and gas assembly.
Key Quality Standards Governing O-Ring Inspection
ISO 3601: The International Foundation
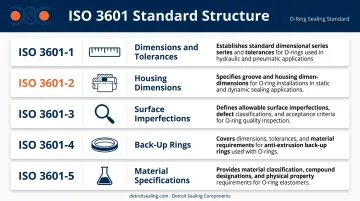
ISO 3601 is the foundational standard for O-rings in fluid power systems. Each part covers a distinct scope:
| Part | Scope |
|---|---|
| ISO 3601-1 | Inside diameters, cross-sections, tolerances, and designation codes |
| ISO 3601-2 | Housing/gland dimensions for general industrial applications |
| ISO 3601-3 | Surface imperfection classification and acceptance criteria |
| ISO 3601-4 | Anti-extrusion (back-up) ring dimensions and tolerances |
| ISO 3601-5 | Elastomeric material specifications for finished O-rings |
ISO 3601-5:2015 shifted material qualification closer to real-world conditions by introducing material property targets measured on finished O-rings — not just test slabs — which matters because production cure conditions and cross-section geometry mean that data sheet values from flat test slabs can diverge from actual part performance. Testing on finished geometry gives buyers more relevant qualification data, though both specimen paths remain acceptable under the standard.
AS568: The US Inch-Size Standard
AS568F (current edition, dated 2026) is maintained by SAE International and specifies inside diameters, cross-sections, tolerances, and dash number codes for O-rings used in sealing applications and straight-thread tube-fitting boss gaskets. It's the dominant standard across US industrial, automotive, and aerospace procurement.
Non-conformance to AS568 tolerance bands is a leading source of seal failure in the field — not because the rubber fails, but because a slightly undersized O-ring provides insufficient squeeze and a slightly oversized one generates excessive installation stress.
Detroit Sealing Components stocks the full AS568 series alongside ISO metric sizes, BS 4518, JIS B2401, and other international standards, covering sizes from 0.5mm ID × 0.4mm CS up to 1600mm ID × 50mm CS.
Application-Specific Compliance Standards
Dimensional conformance is the baseline. Depending on the application, additional standards apply:
- Food contact: FDA 21 CFR 177.2600 for repeated-use rubber food-contact articles; NSF/ANSI 51 for food equipment materials
- Drinking water: NSF/ANSI/CAN 61 for health effects from components contacting drinking water
- Medical/pharmaceutical: USP <88> for biological reactivity testing (systemic injection, intracutaneous, and implantation) — USP Class VI certification applies here
- Aerospace/oil and gas: AMS-P-83461, ASTM D2000, NORSOK M-710, and ISO 23936-2 for aggressive fluid and temperature environments
Identifying the correct compliance pathway before ordering matters: a compound that satisfies FDA 21 CFR 177.2600 for food contact may not satisfy NSF/ANSI 61 for drinking water, and vice versa.
How to Inspect O-Ring Quality: A Six-Stage Process
This framework mirrors how professional quality teams verify O-ring conformance from incoming goods through final validation. The level of rigor at each stage scales with application criticality.
Step 1 – Define Scope and Acceptance Criteria
Before measuring anything, identify:
- The applicable size standard (AS568 dash number or ISO size code)
- The material specification (compound type, hardness range, required certifications)
- The acceptable quality level (AQL) for the incoming lot, per ANSI/ASQ Z1.4 or ISO 2859-1
Skipping this step is the most common reason inspection results are inconclusive. If your acceptance criteria aren't documented before inspection begins, any pass/fail decision is subjective.
Step 2 – Dimensional Inspection
Measure inner diameter and cross-section diameter against the tolerance band in ISO 3601-1 or AS568.
Non-contact optical measurement (optical comparators, vision systems) is the preferred approach for soft elastomers. Calipers introduce meaningful error when pressing against compliant rubber — use them only for rough screening, not for conformance determination.
Step 3 – Hardness and Material Verification
Shore A durometer testing per ASTM D2240 verifies compound hardness, which directly affects compression seal integrity and gap extrusion resistance. Common ranges: NBR at 50–90 Shore A, FKM at 70–90, and silicone (VMQ) at 50–70.
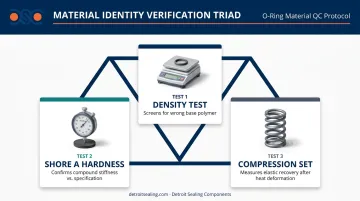
For incoming identity checks, three tests form a practical triad:
- Density test — screens for wrong base polymer
- Shore A hardness — confirms compound stiffness against specification
- Compression set — measures elastic recovery after deformation under heat
For critical applications — or any time traceability to a specific compound is required — FTIR spectroscopy (per ASTM D3677) and thermogravimetric analysis (per ASTM D6370) provide definitive composition verification.
Step 4 – Surface and Visual Inspection
Examine under magnification or a digital microscope for:
- Flash and trim irregularities at the mold parting line
- Porosity, pits, or rough surface texture (gas entrapment during molding)
- Blistering or voids (explosive decompression risk in high-pressure gas service)
- Surface contamination, foreign inclusions, or discoloration
ISO 3601-3 classifies surface imperfections into grades: N (general purpose), S (higher surface quality), and CS (critical service). Visual inspection alone is insufficient for high-stakes applications — treat it as a screening step before dimensional and material checks.
Step 5 – Performance and Aging Tests
Lab-based performance tests are typically performed by manufacturers during compound qualification, but buyers should request test reports or certificates of conformance:
- Compression set (ASTM D395 Method B) — percentage of deflection the O-ring fails to recover after sustained compression at elevated temperature. Zero percent means full recovery; 100% means complete loss of sealing force
- Tensile strength and elongation at break — validates material integrity under installation and pressure loads
- Accelerated aging — heat aging, fluid immersion, and ozone exposure tests validate compound suitability for the actual operating environment
Step 6 – Accept, Reject, and Document
A formal accept/reject decision must be tied to documented acceptance criteria established in Step 1. Non-conforming lots should be:
- Quarantined and tagged with a non-conformance notice
- Traced back to the supplier batch and lot code
- Flagged for root cause investigation before disposition
The most reliable way to reduce non-conformance risk upstream is supplier qualification. Buyers working with suppliers who source from ISO 17025 accredited labs can run leaner incoming inspection programs without sacrificing confidence in the material.
DSC's in-house ISO 17025 accredited laboratory supports material development and compound testing, giving customers traceable, lab-verified qualification data — not just data sheet claims.
Common O-Ring Quality Defects and How to Detect Them
Extrusion and Nibbling
O-rings that are too soft for the operating pressure, improperly sized, or installed in oversized grooves will extrude material into the clearance gap. The result is a chewed or ragged appearance on the low-pressure side.
This is frequently misdiagnosed as material failure. The actual cause is typically a design or specification mismatch — detectable by comparing the O-ring cross-section diameter against the groove clearance specification. Harder compounds and back-up rings (per ISO 3601-4) address the root cause.
Compression Set Failure
When an O-ring loses its ability to recover its original shape after sustained compression — particularly at elevated temperature — it flattens and stops generating adequate sealing force. The compression set test quantifies this: lower percentages indicate better long-term sealing performance.
High-plasticizer elastomer compounds, including some NBR formulations, can lose plasticizer under long-term compression, heat, and aging. For critical static seals in high-temperature environments, request compound-specific compression set data measured on finished O-rings, not test slabs.
Surface Porosity, Blistering, and Spiral Failure
Three distinct defects fall into this category, each with a different failure mechanism and detection method:
- Porosity: Gas entrapment during molding leaves small pits or rough surface texture. Inspect under a digital microscope — any porosity found should trigger automatic rejection for critical service.
- Blistering: A marker of explosive decompression risk. High-pressure gas trapped in the elastomer expands during rapid depressurization, rupturing the material internally. Oil and gas buyers should specify ED/RGD-tested materials per NORSOK M-710 or ISO 23936-2; suitable compounds include HNBR, FKM, AFLAS, and FFKM.
- Spiral failure: Diagonal cuts at roughly 45° across the O-ring surface — a signature defect in long-stroke hydraulic piston applications where parts of the O-ring slide while others roll. Contributing factors include eccentric components, wide clearances with side loads, inadequate lubrication, and excessively soft compounds.

How DSC Can Help
Detroit Sealing Components works directly with procurement and engineering teams to source, qualify, and supply O-rings that meet documented quality requirements. For buyers in regulated industries, DSC offers:
- Compound breadth: Access to hundreds of compounds across all major elastomer families — NBR, FKM, HNBR, EPDM, FFKM, silicone, fluorosilicone, XNBR, polyurethane, and more
- Regulatory compliance: Materials certified to FDA 21 CFR 177.2600 (food contact), NSF 61/42 (drinking water), USP Class VI (medical/pharmaceutical), and WRAS/AS/NZS 4020/ACS for international water applications
- ISO 17025 accredited lab: Custom compound development and in-house testing when standard materials fall short — with documented qualification data, not just data sheet estimates
- Technical support: Compound selection, dimensional cross-referencing, and specification matching — plus CAD and FEA support for customers developing new seal designs
- Inventory depth: Full AS568, ISO metric, BS 4518, JIS B2401, and other international standard series in stock, from 0.5mm to 1600mm ID, minimizing lead times for standard applications
Most stocked items ship same or next business day from DSC's Plymouth, Michigan facility, with nationwide delivery coverage across the US.
Conclusion
O-ring quality isn't determined by price or visual appearance. It requires systematic inspection against defined standards, compound-level material verification, and supply chain traceability to deliver reliable performance — especially in aerospace, medical, food processing, and high-pressure industrial applications.
Treat inspection as an ongoing discipline. When operating conditions shift, suppliers change, or applications evolve, your acceptance criteria, lot traceability records, and supplier qualification documentation need to be reviewed and updated to match. A quality gate that never gets revisited stops being a safeguard — it becomes a gap in your process.
Suppliers like Detroit Sealing Components back this with an ISO 17025 accredited lab and documented compound traceability, giving quality teams a verified baseline to work from rather than relying on visual checks or price-point assumptions alone.
Frequently Asked Questions
How do you check O-ring quality?
Start with visual and dimensional inspection — measure inner diameter and cross-section against the AS568 or ISO 3601-1 tolerance band. Then verify Shore A hardness against the compound specification. For critical applications, request material test certificates or compression set data from the supplier before accepting the lot.
Which O-ring is best for my application?
The right choice depends on operating temperature range, contact media, system pressure, whether the application is dynamic or static, and any regulatory requirements. A technically matched compound from a quality-verified supplier will outperform a cheaper, mismatched alternative even when dimensions look identical.
What standards govern O-ring quality testing?
ISO 3601 covers dimensions, tolerances, surface quality, and material properties on finished parts. AS568F is the US inch-size standard used across industrial, automotive, and aerospace procurement. Application-specific overlays include FDA/NSF for food and water, USP <88> for medical, and AMS/ASTM specifications for aerospace and oil and gas.
What is compression set and why does it matter?
Compression set is the percentage of permanent deformation an O-ring retains after sustained compression at elevated temperature. A high value means the seal has lost its sealing force and will eventually leak — making this test critical for long-life static seals in high-temperature environments.
What are the most common visual defects to look for?
Key defects include flash or trim marks at the mold parting line, surface porosity or pitting, blistering or internal voids, and extrusion damage (nibbling) on the outer diameter. In dynamic seals, also look for spiral cuts at approximately 45 degrees across the surface — a sign of rolling and sliding failure in reciprocating service.
How often should O-rings be inspected or replaced?
Inspection frequency depends on operating conditions — temperature cycling, chemical exposure, and dynamic movement all accelerate degradation. O-rings in high-temperature or dynamic applications should be inspected at scheduled maintenance intervals and replaced at the first sign of compression set, surface degradation, or dimensional change. Maintaining lot traceability records helps correlate field failures back to specific batches.