Introduction
Seal failure in extreme-duty environments doesn't just cause downtime—it can trigger catastrophic operational losses. Many industrial facilities struggle with recurring seal failures when operating temperatures exceed 400°F or when aggressive chemicals attack standard elastomers. The cost is staggering: unplanned downtime averages $260,000 per hour in manufacturing and can exceed $500,000 per hour in heavy industries.
Both FFKM (perfluoroelastomer) and Viton (FKM) are fluoroelastomers trusted across aerospace, semiconductor, chemical processing, and oil & gas applications. The cost difference between them is dramatic: FFKM components run 5–10x more than FKM equivalents.
That gap makes material selection a real business decision. Choosing the wrong grade means premature seal failure, safety hazards, and unplanned costs. Over-specifying FFKM where FKM would perform just as well wastes capital. This guide breaks down where each material belongs.
Key Takeaways:
- Viton (FKM) handles temperatures up to 400°F (204°C) with strong chemical resistance at a fraction of FFKM's cost
- FFKM withstands temperatures up to 620°F (327°C) and resists over 1,800 chemicals, including aggressive ketones and amines
- Choose FKM for fuel/oil exposure, general industrial chemicals, temperatures under 400°F, and cost-sensitive applications
- Choose FFKM when failure is not an option: extreme chemicals, temperatures above 400°F, semiconductor cleanrooms, and mission-critical systems
- Grade selection within each family matters as much as the FKM vs. FFKM choice itself
FFKM vs Viton: Quick Comparison
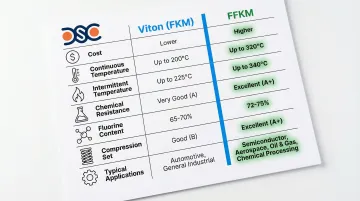
Use this table as a fast reference across the seven decision factors that separate Viton from FFKM in demanding sealing applications.
| Feature | Viton (FKM) | FFKM (Kalrez®, Chemraz®, Perlast®) |
|---|---|---|
| Cost per Part | Baseline ($) | 10–20x premium ($$$$) |
| Continuous Temperature | -4°F to 400°F (-20°C to 204°C) | -4°F to 620°F (-20°C to 327°C) |
| Intermittent Temperature | Up to 601°F (316°C) | Up to 644°F (340°C) |
| Chemical Resistance | Excellent for oils, fuels, acids; fails with ketones, esters, amines | Near-universal (1,800+ chemicals) including ketones, esters, amines, plasma |
| Fluorine Content | 66–70% | ~72% (fully fluorinated backbone) |
| Compression Set | Excellent (~12% @ 70hr/200°C) | Very good (~15% @ 70hr/204°C) |
| Typical Applications | Automotive fuel systems, aerospace hydraulics, industrial pumps | Semiconductor plasma chambers, pharmaceutical bioreactors, downhole oil & gas |
What is Viton (FKM)?
Viton is a brand name developed by Chemours (formerly DuPont) for FKM fluoroelastomer materials. The nomenclature can be confusing: FKM and FPM both refer to the same material class per ASTM and ISO standards respectively. All Viton is FKM, but not all FKM carries the Viton brand name. That distinction matters when sourcing seals — compound quality and performance can vary significantly across FKM manufacturers.
Chemical Composition and Structure
FKM is a copolymer of vinylidene fluoride and hexafluoropropylene, with fluorine content typically ranging from 66–70%. That molecular structure drives most of what makes FKM useful in demanding sealing applications:
- Resists petroleum-based fuels, mineral oils, synthetic hydraulic fluids, and many organic solvents
- Maintains seal integrity over years of service, with strong aging and ozone resistance
- Holds sealing force under continuous compression due to low compression set
- Offers solid mechanical properties — tensile strength and elongation suitable for most industrial seal geometries
FKM Compound Types
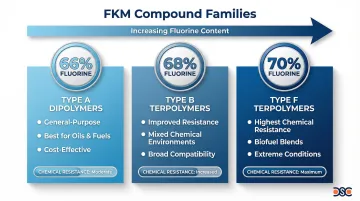
Three main FKM compound families differ in chemical resistance and fluorine content:
Type A (Dipolymers) - 66% Fluorine:
- General-purpose standard for most industrial applications
- Excellent resistance to oils and fuels
- Higher swell in methanol compared to other types
Type B (Terpolymers) - 68% Fluorine:
- Improved resistance to aggressive fluids
- Better performance in mixed chemical environments
Type F (Terpolymers) - 70% Fluorine:
- Highest chemical resistance among standard FKM grades
- Significantly reduced swell in oxygenated fuels and solvents
- Optimal choice for modern biofuel blends
Temperature Performance
According to the Viton Selection Guide, FKM maintains elasticity in air up to 204°C (399°F) for continuous service. Specialty grades extend this range, with some formulations handling intermittent exposures up to 316°C (601°F) — though service life drops sharply at those temperatures.
Use Cases and Applications of Viton
Automotive Industry
FKM dominates automotive sealing applications where exposure to petroleum products and high temperatures is constant:
- Fuel system seals: Modern biofuel blends containing ethanol require FKM's resistance to both hydrocarbons and alcohols
- Engine seals: Valve stem seals, crankshaft seals, and timing cover gaskets benefit from FKM's high-temperature stability
- Transmission seals: Automatic transmission fluids at elevated temperatures demand FKM's thermal and chemical resistance
Specialized Viton grades like GFLT-S and ETP-S are rated "Excellent" for ethanol and methanol blends, whereas standard Type A FKM can experience 90% volume swell in methanol.
Aerospace Applications
Research confirms FKM maintains stability at 230°C, making it essential for aircraft applications:
- Fuel tank seals in commercial and military aircraft
- Hydraulic system components for landing gear and flight control actuators
- Engine compartment seals requiring reliability under extreme thermal cycling
Industrial Chemical Processing
Beyond aerospace, FKM is widely specified for pumps, valves, and process equipment handling mineral acids and hydrocarbons. Grade selection directly determines performance: standard Viton A is rated "D" (Severe Effect) for methanol, while specialty Viton F earns an "A" rating for the same chemical. Common chemical processing applications include:
- Pump shaft seals and valve stem packing in acid-handling systems
- Gaskets for reactors and heat exchangers exposed to hydrocarbon streams
- O-rings in solvent transfer lines where broad chemical resistance is needed
What is FFKM (Perfluoroelastomer)?
FFKM achieves near-universal chemical resistance by replacing virtually all hydrogen atoms in the polymer backbone with fluorine atoms — giving it among the highest fluorine content of any elastomer. That structural difference is what separates it from every other sealing material in demanding chemical environments.
Molecular Structure Advantage
The fully fluorinated carbon backbone provides FFKM with chemical inertness rivaling PTFE (Teflon) while maintaining the elastic properties essential for dynamic sealing. The result is a material that seals and flexes like an elastomer but resists chemical attack the way a rigid fluoropolymer does.
Extreme Performance Capabilities
Chemical Resistance: FFKM resists over 1,800 chemicals and solvents, including aggressive substances that destroy standard FKM:
- Concentrated oxidizing acids (sulfuric, nitric)
- Strong bases (sodium hydroxide, potassium hydroxide)
- Ketones (acetone, MEK)
- Esters (ethyl acetate)
- Amines and amine-containing compounds
Temperature Tolerance: FFKM grades like Kalrez 7075 withstand continuous service up to 327°C (620°F), with intermittent exposures reaching 340°C (644°F).
Purity and Low Outgassing: Semiconductor and pharmaceutical grades meet stringent cleanroom requirements with minimal particle generation and near-zero extractables.
Major FFKM Brands
Kalrez (DuPont):
- Spectrum 6375: Broad chemical resistance for general applications
- 7075: High-temperature grade for extreme thermal environments
- 9100: Plasma-resistant grade for semiconductor processing
Chemraz (Greene Tweed):
- Specialized grades for semiconductor plasma resistance
- Broad chemical compatibility across diverse industries
Perlast (Precision Polymer Engineering/Marco Rubber):
- High-purity grades for pharmaceutical and biotech
- Cleanroom-manufactured compounds
The Cost Factor
That performance across multiple brands comes at a price. FFKM typically costs 5–10x more than FKM, driven by:
- Complex perfluorinated monomers requiring specialized synthesis
- Extended cure cycles (post-curing can take 24+ hours)
- Lower manufacturing yields compared to standard elastomers
- Cleanroom manufacturing for semiconductor and pharmaceutical grades
Use Cases and Applications of FFKM
Semiconductor Manufacturing
Modern chip fabrication involves aggressive plasma chemistries that rapidly destroy standard elastomers. In remote NF3 plasma environments at 200°C, standard FKM seals degrade quickly, while specialized FFKM grades resist plasma degradation.
Common applications include:
- Plasma etch chamber seals
- Chemical vapor deposition (CVD) equipment
- Wafer processing tools where contamination causes yield loss
With individual wafers valued at $17,000 and tool downtime potentially exceeding $100,000 per hour, FFKM's premium cost is justified by contamination prevention and uptime protection.
Oil & Gas Operations
Downhole environments subject seals to extreme temperatures, pressures, and aggressive production chemicals:
- Packer seals in high-temperature wells exceeding 400°F
- Seals for H2S (sour gas) service where sulfur compounds attack standard elastomers
- Subsea equipment exposed to seawater, hydrocarbons, and corrosion inhibitors simultaneously
In sour gas and high-pressure downhole applications, FFKM seals routinely outlast standard elastomers by a factor of 10 or more—reducing intervention costs in wells where pulling and replacing a seal can run tens of thousands of dollars per event.
Pharmaceutical and Biotech
Certain FFKM grades carry FDA and USP Class VI approval, making them suitable for harsh sterilization and cleaning cycles:
- Bioreactor seals withstanding Steam-in-Place (SIP) at 250°F
- Clean-in-Place (CIP) equipment handling caustic cleaning solutions
- Drug manufacturing equipment requiring zero extractables
A chemical plant processing solvents and herbicides extended seal life from one day with PTFE to two months with Kalrez Spectrum 6375—a 60x improvement in maintenance intervals.
FFKM vs Viton: Which Should You Choose?
Temperature Considerations
Use FKM when:
- Maximum operating temperature remains consistently below 400°F (204°C)
- Intermittent temperature spikes stay below 500°F with adequate cool-down periods
- Application involves standard industrial heating, not extreme thermal cycling
Use FFKM when:
- Continuous operating temperatures approach or exceed 400°F
- Intermittent spikes exceed 500°F
- Thermal cycling between extreme temperatures occurs frequently
Temperature is the first filter — but chemical compatibility often makes the final call.
Chemical Resistance Analysis
| Chemical Environment | FKM Rating | FFKM Rating | Recommendation |
|---|---|---|---|
| Hydrocarbons (fuel, oil) | Excellent | Excellent | Use FKM (cost-effective) |
| Mineral acids (H₂SO₄, HCl) | Good | Excellent | Use FKM unless >300°F |
| Ketones (acetone, MEK) | Severe Effect | Excellent | MUST USE FFKM |
| Esters (ethyl acetate) | Severe Effect | Excellent | MUST USE FFKM |
| Strong amines | Severe Effect | Excellent | MUST USE FFKM |
| Steam/hot water | Fair/Poor | Excellent | Use FFKM or EPDM |
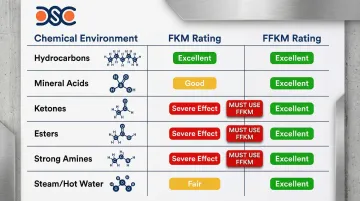
[Standard FKM undergoes rapid swelling and degradation when exposed to ketones, esters, and amines—these applications demand FFKM.
Once you've confirmed material compatibility, cost justification is the next decision point.
Total Cost of Ownership Calculation
Initial seal cost rarely determines true expense. Calculate TCO including downtime and maintenance:
Example Scenario - Pump Seal:
- Downtime cost: $5,000 per failure event
- Maintenance labor: $500 per replacement
- FKM seal cost: $50 (fails every 3 months)
- FFKM seal cost: $500 (lasts 12+ months)
Annual Comparison:
- FKM: ($5,000 + $500 + $50) × 4 failures = $22,200/year
- FFKM: ($5,000 + $500 + $500) × 1 failure = $6,000/year
- Savings with FFKM: $16,200 annually (73% reduction)
In one documented case, switching from a competitor's FFKM to Kalrez Spectrum 6375 extended seal life from 15 days to 3.5 months—a 7x improvement reducing annual maintenance costs by approximately $23,000 per seal location.
Even when TCO favors FKM on paper, some applications override cost math entirely.
Application Criticality Assessment
Mission-critical applications justifying FFKM regardless of cost:
- Aerospace systems where seal failure threatens safety
- Medical devices requiring absolute reliability
- Nuclear facilities with stringent safety requirements
- Semiconductor tools where contamination destroys product yield
Cost-sensitive applications where FKM is appropriate:
- Standard industrial pumps with easy access for maintenance
- Automotive applications with established service intervals
- General manufacturing equipment with redundant systems
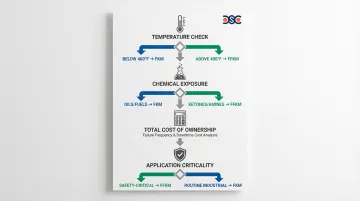
Decision Framework
Use this four-step process to consolidate your analysis into a clear material choice.
Step 1: Identify your maximum operating temperature
- Below 400°F → FKM is viable
- Above 400°F → FFKM required
Step 2: Cross-reference all chemical exposures
- Only oils, fuels, mineral acids → FKM appropriate
- Any ketones, esters, strong amines → FFKM mandatory
Step 3: Calculate total cost of ownership
- If FKM fails more than once per year → Run TCO analysis
- If downtime costs exceed $1,000/hour → FFKM likely justified
Step 4: Assess application criticality
- Safety-critical or yield-sensitive → FFKM
- Routine industrial service → FKM acceptable
Detroit Sealing Components offers access to hundreds of FKM and FFKM compounds with ISO 17025 accredited lab testing and ISO 9001:2015 certified quality system to match the right compound to your operating conditions.
Real-World Applications and Case Studies
The following three examples show how FFKM and FKM perform in production environments — and what the right material choice means for uptime, cost, and contamination control.
Chemical Processing: 7x Service Life Extension
Challenge: A process stream containing ethylene oxide and amines at 300°F caused rapid seal failure, requiring replacement every 15 days.
Solution: Switched to Kalrez Spectrum 6375 with superior amine resistance.
Results:
- Seal life extended from 15 days to 3.5 months (7x improvement)
- Annual maintenance costs reduced by approximately $23,000 per seal location
- Eliminated unscheduled downtime from seal failures
Automotive: Cost-Effective High-Performance
Challenge: A high-performance racing team needed fuel injector seals and pump connections rated for 350°F under 100 psi — without paying FFKM prices.
Solution: Specified Viton Type F O-rings for all fuel system contact points.
Results:
- Reliable performance maintained throughout the full racing season
- Material cost 90% lower than an equivalent FFKM specification
- Zero seal failures under sustained extreme operating conditions
Semiconductor: Eliminating Contamination
Challenge: A plasma etch tool was experiencing yield losses from particle contamination traced to seal degradation in an NF3 plasma environment.
Solution: Replaced standard FKM seals with a plasma-resistant FFKM grade designed for semiconductor cleanroom service.
Results:
- Particle generation reduced to acceptable cleanroom levels
- Wafer yield improved, protecting product valued at $17,000 per wafer
- Tool uptime increased by eliminating contamination-related shutdowns
DSC's technical team can help match the right compound to your operating conditions — including custom material testing through our ISO 17025 accredited lab and ISO 9001:2015 certified quality system. Call +1 313-887-4695 to talk through your application.
Conclusion
Neither FFKM nor Viton (FKM) is universally superior—the right choice depends on matching material capabilities to application requirements. FKM offers excellent performance for most industrial applications and is the optimal choice for standard fuel/oil exposure, general industrial chemicals, and temperatures below 400°F. FFKM is reserved for truly extreme conditions where its near-universal chemical resistance and high-temperature capability justify the 5-10x cost premium.
Use this decision framework before specifying either material:
- Assess your temperature maximums against each material's rated limits
- Identify your most aggressive chemical exposures and cross-reference compatibility data
- Calculate total cost of ownership, including unplanned downtime and seal replacement frequency
- Factor in application criticality — consequences of seal failure matter as much as chemistry
In most cases, FKM delivers the performance you need at a cost that fits your budget. When operating conditions push past FKM's limits — or when a single seal failure triggers a costly shutdown — FFKM earns its price premium.
Frequently Asked Questions
Are FFKM and Viton the same?
No. Viton is a brand name for FKM (fluoroelastomer), while FFKM is perfluoroelastomer with higher fluorine content (approaching 100% vs 66-70% for FKM), superior chemical resistance, and higher temperature capability up to 620°F.
What is the difference between FKM and FFKM?
FKM has 66-70% fluorine content; FFKM approaches 100% with a fully fluorinated backbone. That structural difference gives FFKM near-universal chemical resistance and higher temperature tolerance, but at 5-10x the cost of FKM.
Is FFKM the same as PTFE?
No. PTFE (Teflon) is a rigid fluoropolymer plastic with poor elastic recovery, making it prone to leaking when compression changes. FFKM is a fluoroelastomer rubber that combines PTFE's chemical resistance with elastic sealing properties.
Is FKM acid resistant?
FKM offers good resistance to many mineral acids but has limitations with concentrated oxidizing acids like sulfuric or nitric acid at high temperatures. FFKM provides superior acid resistance across a broader concentration and temperature range.
Is FFKM compatible with acetone?
Yes. FFKM has excellent compatibility with acetone and other ketones, while standard FKM has poor resistance to ketones and will swell or degrade rapidly.
What is an FFKM O-ring?
An FFKM O-ring is a sealing ring made from perfluoroelastomer material, used in extreme chemical and temperature applications where standard elastomers would fail. Common in semiconductor, pharmaceutical, aerospace, and chemical processing industries with zero tolerance for seal failure.