Introduction
Getting EPDM gasket compression wrong doesn't just cause leaks — it shortens gasket life, creates maintenance headaches, and in pressurized or chemical service, it becomes a safety issue. Compression percentage remains one of the most misunderstood parameters in gasket specification.
Unlike material hardness or chemical compatibility, compression percentage isn't stamped on a datasheet. It emerges from the interaction of groove geometry, fastener torque, surface flatness, and the EPDM compound's own elastic behavior. Engineers who treat it as an afterthought tend to discover the problem during commissioning, sometimes not until after a seal failure in service.
This guide covers the core parameters you need to specify EPDM compression correctly:
- What EPDM gasket compression percentage actually means
- Working design ranges and where they come from
- Material properties that drive long-term sealing performance
- Specification errors that lead to under-compression or permanent set failure
Key Takeaways
- Compression percentage = [(T_free – T_compressed) / T_free] × 100 — a geometry and installation parameter, not a material property
- Solid EPDM design targets typically fall in the 25–40% range, with a minimum around 10–15% and a hard ceiling near 50%
- Below the minimum, gaps remain across surface irregularities; exceed the maximum and the gasket permanently deforms without recovery
- EPDM's low compression set — as low as 7% per ASTM D395 Method B — makes it a reliable choice for long-term static sealing
- Shore A hardness, surface flatness, fastener torque, and thermal cycling all affect actual compression in service
What Compression Percentage Means for EPDM Gaskets
The Formula and What It Controls
Compression percentage is straightforward to calculate:
[(T_free – T_compressed) / T_free] × 100
Where T_free is the gasket's original free-state thickness and T_compressed is the thickness under installation load. A gasket compressed from 3 mm to 2.1 mm has been compressed 30%.
What this number controls is the contact stress at the gasket-flange interface — that stress must exceed the threshold required to fill surface irregularities and maintain a pressure barrier across the sealed joint.
Get it wrong in either direction, and the joint fails: too little compression and the seal leaks; too much and the material deforms permanently, losing its ability to recover under fluctuating loads.
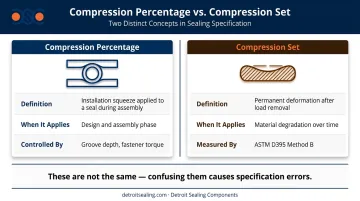
Compression Percentage vs. Compression Set — Not the Same Thing
Conflating these two properties causes real specification errors:
| Property | Definition | When It Applies |
|---|---|---|
| Compression percentage | How much the gasket is squeezed during installation | Design and assembly parameter |
| Compression set | Permanent deformation that remains after load is removed | Material degradation output, measured per ASTM D395 |
ASTM D395 Method B measures compression set at a controlled deflection (typically 25%), after oven exposure at specified temperature and duration, with a 30-minute recovery period before final measurement. A high compression set value tells you the compound has lost significant elastic recovery — meaning it won't maintain adequate contact stress as the joint cycles through temperature and pressure changes. That's a material selection input, not an assembly instruction.
Where Compression Percentage Is Set
Since compression set is a fixed material property, the lever engineers actually control is geometry. Compression percentage is set by three dimensions: groove depth, gasket free height, and flange closing distance. Adjusting those dimensions — not swapping compounds — is how you hit your target compression range.
Factors that cause actual compression to deviate from the designed value:
- Material thickness tolerances across a gasket batch
- Surface flatness variation on mating flanges
- Fastener torque scatter across a bolted joint (bolt pattern, wrench calibration, friction variation)
- Thermal expansion and contraction under operating temperatures
Recommended EPDM Gasket Compression Percentage Range
Published compression ranges for EPDM gaskets reflect manufacturer design guidance rather than a universal ASTM or ISO standard. Two sources that provide practical framing:
- Elasto Proxy cites 40% as ideal for rubber gaskets, 50% as the maximum, and 10–15% as the minimum
- NEDC cites 10–30% as typical for solid rubber gaskets, with 20–30% recommended specifically for water sealing
The 25–40% window that appears across engineering references represents a reasonable design target for solid EPDM under standard static sealing conditions — consistent torque, flat clean surfaces, ambient temperature, no dynamic load cycling.
Allowable Tolerance and Boundary Limits
| Limit | Threshold | Risk if Crossed |
|---|---|---|
| Minimum | ~10–15% | Insufficient contact stress; leak path worsens under thermal cycling and vibration |
| Maximum | ~50% (solid EPDM) | Permanent deformation; gasket loses recovery height; lateral extrusion risk if groove geometry is unconstrained |
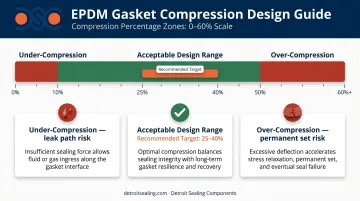
Below the minimum, the gasket can't close surface irregularities — a failure mode that compounds in pressurized fluid, gas containment, and chemical service. Above the maximum, assembly load relaxation through fastener loosening or thermal cycling leaves the gasket unable to rebound.
Safe Operating Margin
Targeting the center of the nominal range builds in margin for real-world tolerance stack-ups — material variation, surface flatness deviations, and fastener torque scatter all shift actual compression away from the design value. Operating near either boundary creates compounding risks:
- Near the lower limit: Thermal cycling and fastener relaxation can push actual compression below the sealing threshold
- Near the upper limit: Sustained over-compression accelerates permanent set and shortens service life
The boundary values are most useful for worst-case checking — not as design targets.
Key Technical Properties That Drive EPDM Compression Behavior
Compression percentage sets the initial sealing condition. What determines whether that condition is maintained over months or years is the EPDM compound's material behavior.
Compression Set Resistance
EPDM's primary sealing advantage is low compression set. When a gasket is loaded and then partially unloaded (as happens during thermal cycling or fastener relaxation), a low compression set value means the material recovers most of its compressed height — preserving contact stress at the interface.
Tested per ASTM D395 Method B, EPDM compounds vary considerably based on formulation and test conditions:
- Parker EPDM E1022: 7% compression set (22 hours @ 150°C, max spec 40%)
- Parker EPDM E1583: 19% compression set (70 hours @ 100°C, max spec 50%)
These values are not interchangeable — compound, temperature, and duration all affect the result. When evaluating datasheets, verify that conditions match your actual service environment.
EPDM maintains elastic recovery across a wide service temperature range (generally –50°C to +150°C). Sustained operation near the upper thermal limit accelerates crosslink relaxation and pushes compression set values higher.
Durometer and Compression Force
Shore A hardness directly determines how much bolt load is required to reach a target compression percentage:
| Shore A Range | Behavior |
|---|---|
| ~40 Shore A | Easier to compress; conforms to irregular surfaces; lower sealing force needed |
| ~60 Shore A | Balanced for general sealing with moderate installation torque |
| 70–80 Shore A | Requires more clamp load; resists extrusion under pressure |
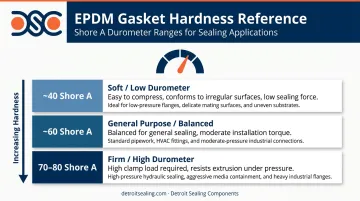
Softer EPDM formulations are preferable where flange flatness is poor or available bolt load is limited. Harder formulations earn their place in high-pressure applications where extrusion resistance matters more than conformity.
Detroit Sealing Components stocks EPDM compounds across a 40–90 Shore A range, covering most industrial gasket applications from low-load enclosure sealing to higher-pressure fluid systems.
Stress Relaxation Over Time
Stress relaxation is distinct from compression set. Even within elastic limits, the pushback force a compressed EPDM gasket exerts on the flanges decays over time as internal polymer chain stresses equalize. According to Elasto Proxy, a gasket's reciprocating force may drop to 75% of its original value within one hour of installation. The sealing force measured immediately after torquing will be higher than the force present days later.
EPDM's crosslink density mitigates this decay compared to general-purpose rubbers, but it doesn't eliminate it. For critical applications, follow this post-installation step:
- Perform a cold retorque check 12–24 hours after initial installation, before the assembly enters service, to confirm the joint remains within the target compression window.
How to Specify, Measure, and Validate Compression Percentage
Specification and Documentation
Compression percentage is captured in engineering documentation through dimensions, not a single spec line:
- Engineering drawings: Groove depth and gasket cross-section dimensions define the achievable compression range
- EPDM compound datasheets: Document Shore A hardness, compression set %, and (for sponge grades) compressibility/recovery per ASTM D1056
- Design safety factors: Datasheet values reflect controlled lab conditions; field conditions introduce variation that design margins must accommodate
An ISO 17025 accredited lab — DSC operates one — provides independent verification that compression set and hardness values match stated specs. That traceability becomes critical when tracking down field failures would be expensive. Knowing those values are validated before installation shapes how field measurement is approached.
Measurement and Verification in the Field
Lab verification uses ASTM D395 Method B: compress specimens to 25% deflection, expose to specified temperature and duration, measure thickness after 30 minutes of recovery.
Field verification relies on:
- Torque control — fasteners tightened to specification in the correct sequence
- Gap measurement — feeler gauges or direct measurement of compressed gasket height to confirm the result falls within the target range
- Compression pattern inspection — checking that the gasket face shows uniform contact, not a pattern suggesting uneven load distribution
Field conditions — surface roughness, temperature swings, uneven bolt loading — introduce variation that lab testing can't replicate, which is exactly what design margins are built to absorb.
Risks, Failure Modes, and Common Misinterpretations
Under-Compression Failure
When actual compression falls below ~10–15%, the gasket doesn't generate sufficient contact stress to close surface irregularities. The resulting leakage path typically starts small and worsens as thermal cycling and vibration reduce sealing contact further. Pressurized fluid, gas containment, and chemical service carry the highest risk when this happens.
Over-Compression and Compression Set Failure
Exceeding ~50% compression forces solid EPDM into permanent deformation. When the assembly later relaxes — through fastener loosening, vibration, or thermal contraction — the gasket can't recover, creating a gap. Over-compression also accelerates oxidative aging within the rubber, further reducing long-term recovery capacity. The two effects compound each other.
Common Misinterpretations
Two errors appear consistently in EPDM gasket design:
- Treating nominal ranges as exact targets: The 25–40% window describes a distribution across the gasket face, not a single-point value. Bolt pattern irregularities, surface waviness, and batch-to-batch variation mean compression varies across the joint — design must account for that spread.
- Applying generic rubber limits to EPDM: EPDM's compression set resistance at elevated temperatures outperforms general-purpose rubbers like SBR or neoprene. Substituting materials without adjusting design assumptions introduces error in both directions, especially in outdoor, water, or steam service.
Conclusion
Compression percentage is the governing installation parameter for EPDM gasket sealing. It's determined by groove geometry, controlled through torque, and must be validated against material-specific limits that reflect hardness, compression set resistance, and service conditions.
Published ranges give you a starting point. The real design work is translating fastener behavior, thermal cycling, surface condition, and compound properties into a specification that holds the joint inside its sealing window throughout service life. For applications where that analysis matters, a supplier with in-house compound validation and groove geometry support reduces the risk of finding a leak in the field rather than in the lab.
Frequently Asked Questions
What is the compression of EPDM rubber gaskets?
Solid EPDM gaskets are typically designed to a nominal compression range of 25–40%, with a minimum around 10–15% and a maximum of approximately 50%. The exact value depends on Shore A hardness, groove geometry, and application requirements. Softer compounds and lower-pressure applications generally work toward the lower end of that range.
What is the compression of a rubber gasket?
Gasket compression is the percentage of original thickness reduced during installation: [(T_free – T_compressed) / T_free] × 100. Most solid rubber gaskets target 25–50% depending on material type. Note that compression percentage (the installation squeeze) is distinct from compression set, which is the permanent deformation remaining after load removal.
What is the pressure rating of EPDM rubber gaskets?
Common industrial EPDM gaskets handle roughly 150–300 psi in flanged connections, though ratings vary significantly with hardness, thickness, and geometry. Achieving the correct compression percentage is what allows the gasket to maintain a seal at rated pressure — insufficient compression reduces sealing stress regardless of the published rating. Consult manufacturer datasheets for application-specific limits.
What is the best rubber for compression?
EPDM is one of the top performers for static compression sealing due to its low compression set, wide temperature range (–50°C to +150°C), and resistance to weathering and ozone. Silicone and FKM/Viton® may be preferred in high-temperature or chemically aggressive environments where EPDM's chemical resistance is insufficient.
Does nitrile rubber compress?
Yes, nitrile (Buna-N) rubber compresses and is widely used in oil and fuel sealing. However, it has a higher compression set than EPDM at elevated temperatures : Parker's nitrile NL153-70 compound, for example, shows 39% compression set at 70 hours/125°C. Nitrile is also not suitable for outdoor or ozone-exposed applications where EPDM excels.
Does silicone rubber compress?
Silicone compresses and maintains very low compression set even at high temperatures. Parker's S0604 silicone compound, for instance, shows 10% compression set at 22 hours/175°C, making it a strong choice for high-heat sealing. That said, silicone is generally softer and less resistant to mechanical abrasion than EPDM, so EPDM remains the preferred option for outdoor and water-contact applications.