Introduction
The FAA's Innovate28 AAM Implementation Plan targets advanced air mobility operations at one or more locations by 2028. With bipartisan legislative momentum — including S.3866 in the 119th Congress pushing for clearer type certification timelines — eVTOL manufacturers are under real schedule pressure.
Most program teams direct that pressure toward the most visible systems: propulsion architecture and battery management. What gets underestimated is how far down the component stack FAA airworthiness requirements actually reach.
Sealing systems — O-rings, gaskets, molded profiles in motor housings, battery enclosures, and structural interfaces — fall within the certification basis and can become a documentation bottleneck if specified too late.
This article breaks down FAA compliance at the sealing component level: the stress environments eVTOL architectures create for elastomers, the documentation requirements that catch teams off guard, and what separates a sealing supplier capable of supporting a certified aircraft program from one that isn't.
Key Takeaways
- eVTOL type certification under 14 CFR 21.17(b) and draft AC 21.17-4 extends to all components, including sealing systems
- Distributed electric propulsion, battery thermal cycling, and novel electrolyte/coolant chemistries create sealing demands not found in traditional rotorcraft
- Documentation packages for seal-containing systems must include material traceability, performance test data, and continued airworthiness instructions
- ISO 17025 accredited lab test results carry recognized credibility in FAA compliance documentation packages
- Engage a sealing supplier before the certification basis is finalized — not after the design is frozen
The FAA Certification Landscape for eVTOL Aircraft
The Regulatory Basis
FAA draft AC 21.17-4 establishes Appendix A as an acceptable means of showing compliance with 14 CFR 21.17(b) for powered-lift aircraft meeting three criteria:
- Maximum gross weight of 12,500 lb or less
- Six or fewer passenger seats
- Battery-powered electric propulsion
That profile covers most eVTOL air taxis currently in development. For manufacturers, AC 21.17-4 is the primary certification document to build against.
Performance-Based, Not Prescriptive
Appendix A uses performance-based airworthiness criteria drawn from Parts 23, 27, 33, and 35. This matters for component suppliers because there's no single checklist to check off. Manufacturers must demonstrate that each component meets the safety intent of the applicable requirement under the aircraft's actual operating conditions.
When Appendix A criteria are inadequate for a unique design, applicants can propose alternate criteria — which FAA would publish for public comment. That flexibility is useful, but it also means requirements can evolve mid-program. Component suppliers should maintain living documentation that can accommodate spec changes without triggering full re-qualification.
International Alignment and Timeline Pressure
The April 2025 NAA AAM Type Certification Roadmap identifies harmonized performance-based requirements across national aviation authorities. EASA has separately called for alignment between AC 21.17-4 and EASA's SC-VTOL specification in future revisions.
This dual-authority environment has direct implications for sealing component suppliers:
- Material traceability: Both FAA and EASA expect full compound documentation, including cure records and lot traceability
- Test data formatting: Reports should reference both AC 21.17-4 and SC-VTOL criteria to avoid parallel re-testing
- Design change tracking: Any mid-program spec evolution must be captured in revision-controlled qualification records
- Shelf-life and storage documentation: EASA validation often scrutinizes elastomer storage conditions more explicitly than FAA baseline requirements
Building documentation with both authorities in mind from the start avoids costly rework when an EASA validation follows FAA certification.
Why Sealing Systems Are Critical to eVTOL Airworthiness
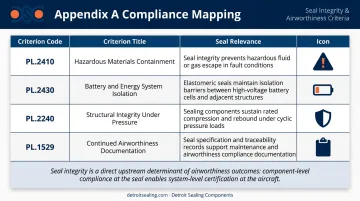
Sealing systems are directly tied to the certification criteria governing propulsion, energy, and structural systems in eVTOL aircraft. Seal performance isn't a peripheral concern — it maps to specific Appendix A compliance requirements.
The relevant Appendix A hooks include:
| Criterion | Title | Seal Relevance |
|---|---|---|
| PL.2410 | Powerplant installation hazard assessment | Seal failure in motor housing or propulsion plumbing |
| PL.2430 | Energy systems | Battery containment, coolant loop integrity, venting |
| PL.2240 | Structural durability | Environmental sealing at penetrations, bonded interfaces |
| PL.1529 | Instructions for continued airworthiness | Inspection intervals, replacement criteria, shelf life |
Seals in the Propulsion and Energy Architecture
In an eVTOL electric powertrain, seals perform several functions that directly affect system safety:
- Motor housings: Prevent moisture ingress into electrical windings and bearing assemblies
- Battery enclosures: Maintain pressure integrity and exclude moisture from cell environments
- Thermal management loops: Prevent coolant leaks that could cause electrical faults or thermal runaway
- Actuation systems: Maintain fluid containment in any hydraulic or pneumatic control interfaces
A single seal failure in a battery thermal management loop can create conditions that PL.2410's hazard assessment is specifically designed to prevent. That connection makes seal integrity an airworthiness issue with direct certification implications.
The FAA established this precedent clearly: a 2012 airworthiness directive for Pratt & Whitney turbofans cited a high-pressure turbine air seal ring failure that could lead to internal oil fire as a qualifying unsafe condition in aircraft propulsion systems.
Seals in Structural and Cabin Systems
Structural and cabin environments introduce a separate set of sealing obligations:
- Door and hatch assemblies subject to pressure differential at altitude
- Sensor and wiring penetrations through structural bulkheads
- Cockpit and cabin environmental interfaces
EASA's SC-VTOL Issue 2 (June 2024) added VTOL.2517, which requires electrical wiring interconnection systems (EWIS) to be treated as an integral part of the system during compliance demonstrations. That requirement directly implicates the environmental seals protecting high-voltage wire passages and battery bay penetrations — the wiring and its sealing interface are evaluated together.
Key Sealing Challenges Unique to eVTOL Design
eVTOL architectures expose elastomers to stress profiles that traditional rotorcraft and fixed-wing aircraft simply don't produce — in type, frequency, or combination.
Vibration from Distributed Electric Propulsion
NASA's distributed electric propulsion (DEP) research documents configurations ranging from 10 to 14+ propulsors per aircraft. More rotors mean more vibration sources and more attachment points requiring dynamic sealing. Seals in motor mounts, rotor hubs, and airframe interfaces must demonstrate dynamic fatigue resistance under high-frequency, multi-axis loading — a requirement with no direct parallel in single-rotor sealing design.
Thermal Cycling in Battery Enclosures
Lithium-ion battery packs in eVTOL applications experience high power demand during vertical takeoff and landing phases, generating significant thermal cycling in battery housings. Elastomers in these environments must:
- Maintain compression set over repeated thermal cycles
- Resist outgassing in enclosed compartments
- Retain sealing force without relaxing at elevated temperatures
Compounds that perform adequately in steady-state heat may not survive the compression-recovery demands of repeated cycling.
Chemical Compatibility in Electric Powertrains
eVTOL powertrains introduce fluid environments not common in traditional aircraft. Compound selection must account for each specific exposure:
| Fluid Type | Compatible Compounds | Poor Performers |
|---|---|---|
| Glycol-water coolants | EPDM, VMQ/silicone | FKM (some formulations) |
| Dielectric / synthetic coolants | FKM, FFKM | NBR, SBR |
| Mineral-based lubricants | FKM, HNBR, NBR | EPDM |
| Extreme chemical environments | FFKM | Most standard elastomers |

Temperature ranges matter equally. Per Trelleborg's chemical compatibility data, FKM operates from approximately -20°C to +200°C, VMQ from -50°C to +175°C, EPDM from -45°C to +150°C, and FFKM up to approximately +325°C for specialized formulations. No single compound covers every eVTOL application. Specifying the wrong one risks seal degradation that surfaces only during environmental testing late in the certification cycle — a costly discovery at that stage.
Weight and Packaging Constraints
eVTOL designs are weight-sensitive in ways that directly influence seal geometry. Standard catalog O-rings are often too large in cross-section for the packaging envelopes available in distributed propulsion nacelles and battery bay interfaces. This drives demand for custom-molded profiles: X-rings, D-sections, and co-molded metal-rubber assemblies where geometry is optimized for both sealing performance and minimal cross-sectional footprint.
FAA Compliance Requirements for Sealing Components
Material and Compound Documentation
FAA airworthiness compliance requires that manufacturers can trace every installed component to a documented origin. For sealing components, this means a material certification package that typically covers:
- Compound specification (formulation, cure system, filler content)
- Lot traceability back to the polymer producer
- Cure date and shelf life status
- Test reports demonstrating conformance to purchase order requirements
FAA AC 20-154A governs receiving inspection systems for aircraft parts and materials, requiring verification of conformance to purchase order requirements, condition for safe operation, and traceability to the manufacturer or approved source.
AC 21.17-4 goes further: manufacturers must demonstrate that the seal performs under the aircraft's documented design envelope — specific temperature ranges, fluid exposures, pressure differentials, and vibration loads — not just that it was produced to a specification.
Testing and Validation Standards
The core test types for aerospace seal qualification include:
- Compression set (ASTM D395) — measures the elastomer's ability to recover after prolonged compression
- Fluid immersion / swell (ASTM D471) — evaluates resistance to specific fluid exposures
- Low-temperature brittleness — assesses performance at cold-soak conditions
- High-temperature aging — evaluates compression set and physical property retention after heat exposure
- Pressure cycle testing — validates seal integrity under repeated pressure loading
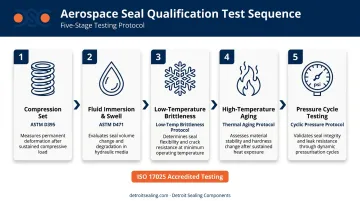
Results from an ISO 17025 accredited laboratory carry recognized credibility in FAA compliance documentation. The FAA's quality information resources list ISO/IEC 17025 accreditation as part of recognized testing laboratory credentials.
That credibility matters when Designated Engineering Representatives (DERs), authorized under 14 CFR 183.29, review component compliance findings across structural, powerplant, and systems categories. Pre-tested, documented sealing components from a qualified supplier reduce the DER review cycle — fewer documentation rounds, faster sign-off, and less risk of schedule slippage at a critical certification milestone.
Selecting an FAA-Compliant Sealing Solutions Partner
Not every sealing distributor or custom molder is equipped to support a certified aircraft program. The evaluation criteria matter.
What to look for:
- Access to a broad range of aerospace-grade compounds (FKM, FFKM, EPDM, VMQ, HNBR, fluorosilicone, and others) with documented formulations
- Custom molding capability for non-standard geometries (compression, transfer, and injection molding processes)
- CAD and FEA capability for geometry optimization, particularly for weight-constrained packaging
- In-house or accredited lab testing to produce documentation usable in FAA compliance packages
- Material traceability documentation aligned with AC 20-154A requirements
Detroit Sealing Components (DSC) addresses each of these criteria. DSC's compound portfolio spans FKM, FFKM, EPDM, VMQ, FVMQ, LSR, HNBR, NBR, and a range of additional elastomers, accessed through partnerships with top polymer producers. When no existing formulation fits a specific application, DSC's ISO 17025 accredited laboratory can custom develop and test compounds to meet defined requirements.
Beyond compounds, DSC offers custom molding across compression, transfer, and injection processes, with CAD and FEA capability to optimize seal geometry for specific packaging envelopes.
DSC's reliability design verification approach, which simulates real-world operating conditions, gives eVTOL program teams documented evidence of seal behavior before hardware reaches the FAA compliance review stage.
Engaging a sealing supplier at the design and certification basis planning stage — before the design is frozen — pays dividends throughout certification. Compound selection, geometry development, and test planning all need to be aligned with the aircraft's airworthiness criteria from the outset. A seal that wasn't specified against the correct fluid exposure or thermal cycling profile will require either a material change or a new test campaign, both of which cost schedule.
Frequently Asked Questions
What FAA regulations govern sealing components in eVTOL aircraft?
eVTOL sealing components fall under the powered-lift type certification framework — 14 CFR 21.17(b) and draft AC 21.17-4. Key Appendix A criteria include powerplant installation (PL.2410), energy systems (PL.2430), and structural durability (PL.2240). Material traceability and performance documentation are required under PL.1529 for continued airworthiness.
What rubber compounds are typically used in FAA-certified aerospace sealing applications?
Compound selection depends on the fluid, temperature, and pressure environment. Common options include FKM, VMQ/silicone, EPDM, HNBR, and FFKM — each suited to different chemical and thermal conditions. All require documented formulation and test data for compliance.
How does the performance-based nature of AC 21.17-4 affect seal specification?
Performance-based criteria require manufacturers to demonstrate that seals meet safety intent under the aircraft's actual operating conditions. Test data must reflect the specific design envelope — fluid exposures, temperature ranges, pressure differentials, and vibration loads defined in the certification basis.
What testing is needed to validate sealing components for eVTOL airworthiness?
Core tests include compression set (ASTM D395), fluid immersion/swell (ASTM D471), low-temperature brittleness, high-temperature aging, and pressure cycle testing. Results from an ISO 17025 accredited laboratory carry recognized credibility in FAA compliance documentation.
How are eVTOL sealing requirements different from those in traditional helicopters?
The key differences are distributed multi-rotor vibration profiles, battery thermal cycling environments, and exposure to electrolyte and dielectric coolant chemistries — none of which exist at the same scale in conventional rotorcraft. eVTOL weight constraints also drive demand for custom cross-sectional geometries that standard catalog seals can't accommodate.
When should eVTOL manufacturers engage a sealing supplier in the certification process?
Early — ideally at the design and certification basis planning stage, before the design is frozen. Compound selection, geometry development, and test documentation all need to align with the aircraft's airworthiness criteria from the start. Late-stage material changes or unplanned test campaigns are common causes of certification schedule delays.