Standard off-the-shelf seals are engineered to fit catalog dimensions, not your application. As aerospace designs grow more complex — higher hydraulic pressures, more aggressive fluid chemistries, tighter weight tolerances — the gap between what a catalog seal can do and what the application actually demands keeps widening.
The real argument for custom-engineered seals isn't found in material specification sheets. It's found in operational outcomes: pressure retention across 10,000 flight hours, zero contamination events in a fuel system, landing gear actuators that hit their full service interval without an unscheduled teardown.
Key Takeaways
- Custom seals match exact groove geometry, compression ratios, and pressure ranges — eliminating leakage and extrusion failures standard seals can't prevent.
- Aerospace temperatures (-423°F to +600°F) and pressures (3,000–5,000+ PSI) exceed what any single catalog elastomer reliably handles.
- Seals matched to actual service conditions last longer, fail less, and cut both scheduled MRO replacements and unplanned AOG events.
- A 2022 Engineering Failure Analysis study found 90% of aircraft hydraulic actuator failures trace back to dynamic seal failure — with costs running hundreds to thousands of times the seal's own price.
What Are Custom-Engineered Seals for Aerospace?
Custom-engineered seals are designed, compounded, and manufactured to the exact dimensional, material, and performance requirements of a specific application — not selected from a catalog based on approximate fit.
Where They're Applied
Aerospace uses custom seals across nearly every fluid-handling and pressure-critical system:
- Hydraulic systems — flight controls, brake actuation, thrust reversers
- Fuel delivery systems — fuel pumps, metering units, flow control valves
- Landing gear — shock struts, actuators, steering mechanisms
- Engine assemblies — propulsion systems, turbine cooling, gearbox interfaces
- Pneumatic controls — environmental control systems, pressurization valves
- Cryogenic propulsion — liquid propellant seals operating at -423°F
- Actuators — flight surface control, variable geometry systems

Why Custom Engineering Is the Baseline, Not the Upgrade
In aerospace, the seal exists to support a larger outcome: a hydraulic system holding pressure across 10,000 flight hours, a fuel system with zero tolerance for leaks near ignition sources, a cryogenic propulsion seal that stays functional at temperatures where standard elastomers become brittle and fail on first pressurization. Custom engineering is the process that makes those outcomes achievable — it's the specification baseline, not a premium tier.
Key Advantages of Custom-Engineered Aerospace Seals
Each advantage below connects directly to metrics that aerospace engineers and procurement teams track: unplanned maintenance frequency, system downtime, component replacement cycles, and mission-readiness rates.
Advantage 1: Precision Fit That Eliminates Leakage and Pressure Loss
Aerospace hydraulic systems don't tolerate approximation. Most aircraft hydraulic systems operate at 3,000 PSI, while platforms like the V-22 Osprey and Airbus A380 run at 5,000 PSI — pressures where even minor seal extrusion or contact loss cascades into actuator failure.
Custom-engineered seals are designed with exact groove dimensions, compression ratios, and lip geometry for the application. Engineers use CAD modeling and finite element analysis (FEA) to simulate real operating loads before a prototype is ever cut.
The result is a seal that seats correctly, energizes under load, and maintains contact across the full pressure and temperature range — not one that performs at room temperature and fails at operational extremes.
Why this matters operationally:
A leaking hydraulic actuator seal doesn't just reduce efficiency. The EASA Airworthiness Directive 2007-0009 documented an Airbus A330/A340 elevator blocked in the down position due to an O-ring seal that deteriorated from hydraulic fluid incompatibility — within several flight hours of installation. The seal failure created a potential loss-of-control scenario during takeoff.
Beyond safety, the financial exposure is significant. Boeing reports that a single cancelled flight can cost operators up to $130,600. Airlines for America puts average U.S. passenger airline block-time cost at $100.76 per minute in 2024. For procurement teams, precision fit directly determines AOG exposure.
KPIs impacted: System pressure retention rate, leak rate, unplanned maintenance events per flight hour, AOG incident frequency.
Most critical in: Reciprocating pistons, rotating shaft interfaces, flight control actuators, and any hydraulic system exceeding 3,000 PSI where standard seal extrusion is a documented failure mode.
Advantage 2: Purpose-Selected Materials That Survive What Standard Seals Cannot
No single catalog elastomer is optimized for the full range of conditions an aerospace seal may encounter. The variables stack against standard materials fast:
| Environment | Condition | Standard Seal Risk |
|---|---|---|
| Cryogenic propulsion | Down to -423°F | Brittleness, loss of elasticity, interface leakage |
| Engine-adjacent | Up to +600°F sustained | Compression set, hardening, loss of sealing force |
| High-pressure hydraulic | 3,000–20,000+ PSI | Extrusion, nibbling, rapid wear |
| Phosphate-ester fluids (Skydrol) | Continuous immersion | Swelling, disintegration in incompatible compounds |
| Biofuel/synthetic fluid blends | Variable chemistry | Unpredictable swell rates in standard NBR/FKM |
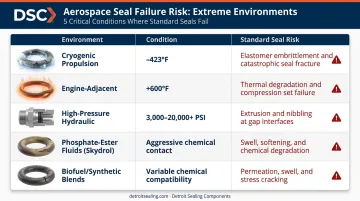
Eastman's Skydrol compatibility guidance is explicit: some of the most common seal materials — including Buna N, Viton (FKM), and silicone — show no resistance to phosphate-ester hydraulic fluid and may disintegrate on contact. EPR/EPDM and perfluoroelastomers (FFKM) are listed as having excellent resistance for constant contact.
Application-specific compound selection addresses this directly. Compounders work from the actual chemical exposure list, temperature cycling profile, and pressure range to identify the right material: PTFE, FFKM, HNBR, silicone, fluorosilicone, or hybrid formulations. The selection criteria is dimensional stability, seal load retention, and elasticity across the full service cycle — not just initial compatibility.
DSC's access to hundreds of compounds across all rubber types, backed by its ISO 17025 accredited lab for custom material development and testing, supports this level of application-matched specification.
Why this matters operationally:
A chemically incompatible seal doesn't fail cleanly. It swells, fragments, or hardens, releasing debris into the fluid system. Pall Aerospace notes that servo-valve spool/sleeve clearances are typically 1–4 micrometers. Seal debris in a hydraulic system at those tolerances causes abrasive wear, silting, and stiction that damages pumps and servo-valves far more expensive than the seal itself.
KPIs impacted: Chemical compatibility rating, hardness retention over service life, operating temperature range without performance loss, fluid contamination incidents.
Most critical in: Cryogenic propulsion seals, Skydrol-wetted hydraulic systems, engine fire-zone seals, and any application where synthetic or biofuel blends introduce non-standard chemical exposure.
Advantage 3: Extended Service Life That Reduces MRO Costs and Unplanned Downtime
A custom-engineered seal is designed to maintain sealing performance across the full specified service interval, not just on installation day. That means matching compression set resistance, tensile strength, and wear characteristics to the exact dynamic motion, load, and lubrication conditions of the application.
Standard seals fail early in demanding aerospace applications for predictable reasons: over-compression from mismatched groove geometry, thermal hardening from unsuitable materials, or chemical degradation from out-of-range fluid exposure. Rigorous qualification testing — thermal cycling, pressure endurance, chemical immersion, dynamic fatigue — validates predicted service life before parts enter service.
Why this matters operationally:
Oliver Wyman projects global commercial MRO demand at $136 billion in 2025, growing toward $193 billion by decade's end. Sealing system reliability is one lever inside that cost pool — and every extended seal replacement interval and avoided contamination event reduces the draw on MRO labor and parts budgets.
In defense aviation, the pressure is even more direct. GAO found that in FY2021, only 2 of 49 military aircraft types met their mission-capable rate goals — and 30 were more than 10 percentage points below goal. Maintenance burden is a documented readiness constraint. Extended seal life contributes directly to availability, particularly for deployed platforms where mid-operation replacement is not possible.
KPIs impacted: Mean time between seal replacement, MRO labor hours per 1,000 flight hours, component replacement cost per aircraft per year, fleet availability and readiness rate.
Most critical in: High-cycle dynamic applications (landing gear actuators, flight control surfaces), remote or deployed military platforms, and long-duration missions.
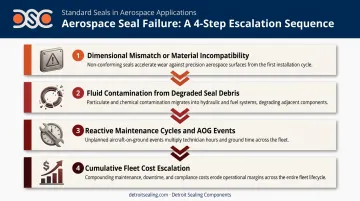
What Happens When Custom Engineering Is Skipped
Forcing standard seals into aerospace applications they weren't designed for follows a predictable failure sequence:
- Dimensional mismatch or material incompatibility causes premature degradation — swelling, hardening, or extrusion — often undetected until scheduled inspection or an in-flight performance event.
- Fluid contamination from degraded seal material enters the hydraulic or fuel system, damaging downstream components whose replacement cost multiplies the original seal cost many times over.
- Reactive maintenance cycles displace the predictable cost of a purpose-engineered seal program with AOG events, emergency procurement at premium prices, and unscheduled teardown labor.
- Cumulative fleet cost from mismatched standard seals routinely exceeds what a custom specification program would have cost. The lower unit price disappears quickly once unplanned downtime and downstream repairs are factored in.
The EASA A330/A340 case is instructive: the failed seals stemmed from an incorrect illustrated parts catalog entry. The result was a flight-control hazard severe enough to trigger airworthiness directive action across the entire fleet — not a gradual wear issue, but an immediate safety event.
How to Get the Most Value from Custom-Engineered Aerospace Seals
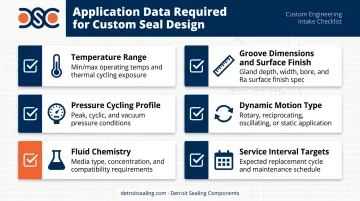
Custom seals deliver their full advantage when the engineering process starts with the application environment — not the catalog. Procurement and engineering teams should provide complete application data at the start of the design process:
- Temperature range (cold soak minimum and sustained operating maximum)
- Pressure cycling profile (static vs. dynamic, peak and cyclic loads)
- Fluid chemistry (exact fluid specification, including any additive packages)
- Groove dimensions and surface finish requirements
- Dynamic motion type (reciprocating, rotary, oscillating)
- Expected service interval and replacement frequency targets
Validate Performance Before Volume Production
Run seals through application-representative test conditions — thermal cycling, pressure endurance, chemical immersion, and dynamic fatigue — before committing to volume production. Suppliers with in-house testing capability, like DSC with its CAD modeling, FEA simulation, and ISO 17025 accredited lab, can validate performance against actual operating conditions rather than assumed ones.
Revisit the Specification When the Application Changes
Qualification doesn't end at initial approval. A new hydraulic fluid specification, a change in operating pressure range, or a platform redesign that alters groove geometry all require re-evaluation of the seal specification. An engineered seal is a matched system — when the application shifts, the specification must follow.
Conclusion
The advantages of custom-engineered aerospace seals are operational, not theoretical. Each design decision translates directly into field performance:
- Precision fit prevents leakage and pressure failures that ground aircraft and trigger costly inspections
- Purpose-selected materials eliminate degradation that contaminates fluid systems and multiplies component replacement costs
- Extended service life converts the upfront engineering investment into reductions in MRO spend, unplanned downtime, and fleet availability constraints
These advantages compound. Each avoided failure event, each extended replacement interval, and each contamination-free service cycle adds returns that accumulate across a fleet and across years of operation. For procurement teams and MRO engineers evaluating sealing solutions, the component cost is rarely the deciding factor — the cost of premature failure is. DSC's custom aerospace sealing options are engineered to that standard, with material development and testing backed by an ISO 17025 accredited lab.
Frequently Asked Questions
What are the types of sealants used in the aerospace industry?
Aerospace sealing covers four main categories: elastomeric seals (O-rings, T-seals, lip seals), spring-energized polymer seals for extreme conditions, metal seals for the highest-severity environments, and structural sealant compounds for fuel tank and airframe sealing. Selection depends on the application's temperature, pressure, and chemical exposure requirements.
What is the difference between a custom-engineered seal and a standard off-the-shelf seal?
Standard seals are manufactured to catalog dimensions with a fixed material compound. Custom-engineered seals are designed to the exact dimensional, material, and performance requirements of a specific application — making them the correct choice when operating conditions fall outside the reliable envelope of any standard catalog option.
What materials are most commonly used in custom aerospace seals?
The primary materials are PTFE and fluoropolymers (chemical resistance, low friction), FFKM/perfluoroelastomers (extreme chemical and temperature environments), HNBR (fuel and hydraulic fluid resistance), and silicone/fluorosilicone (wide temperature range, flexibility). Compound selection depends on the fluid chemistry, temperature cycle, and pressure range of the application.
When does an aerospace application require a custom seal instead of a standard one?
Key triggers include non-standard groove geometry, operating conditions outside standard catalog ranges, and weight-critical applications requiring specific durometer or density. Any dynamic application where standard seal extrusion or spiral failure is a documented risk also warrants a custom solution.
How do custom-engineered seals help reduce aerospace maintenance costs?
Seals engineered to match actual service conditions last longer and fail less frequently — reducing both scheduled replacement frequency and the risk of unplanned AOG events. The higher upfront engineering cost converts to lower total cost of ownership over the platform's service life, particularly when avoided contamination events and reactive maintenance cycles are factored in.
What certifications or standards should aerospace seals meet?
Core frameworks include AS9100D (quality management), SAE AMS material specifications, SAE AS4716 for O-ring gland design, and MIL specifications for defense procurement. Applicable standards vary by application and platform type — commercial or defense — with compliance flowing through approved design data and procurement documentation.