Introduction
O-ring extrusion failure in high-pressure systems leads to costly downtime, contamination, and safety risks. When system pressure forces elastomeric seal material into clearance gaps, the result is "nibbling"—chipped edges that rapidly degrade sealing integrity and force unplanned maintenance shutdowns.
Back-up rings become critical once system pressures exceed 1,500 psi in static applications or 100 bar (1,450 psi) in dynamic ones. Selecting the right configuration prevents extrusion failure and can extend seal service life by 3–5x in demanding environments.
This guide covers the main PTFE back-up ring configurations, the conditions that call for each, and how to match the right design to your application.
Key Takeaways
- PTFE back-up rings prevent O-ring extrusion by filling clearance gaps and supporting the primary seal in high-pressure applications
- Three main configurations cover most applications:
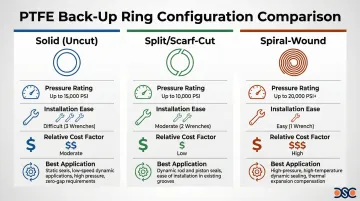
- Solid rings — maximum strength, rated to 10,000+ psi
- Split rings — easier installation, suited for 5,000–7,000 psi
- Spiral-wound rings — extreme conditions, up to 15,000 psi
- Selection depends on operating pressure, temperature range, extrusion gap size, application type, chemical compatibility, and installation constraints
- Virgin PTFE has a low coefficient of friction (0.05–0.10), making it well suited for dynamic applications; filled PTFE provides enhanced wear resistance where conditions are more extreme
What is a PTFE Back-Up Ring?
A PTFE back-up ring is an anti-extrusion device installed adjacent to an O-ring to prevent seal material from entering clearance gaps under high pressure. Back-up rings do not provide sealing themselves — they act as mechanical support to prevent O-ring failure modes like nibbling, spiral failure, and complete extrusion. The ring bridges the gap between mating hardware surfaces, transferring pressure loads without deforming and allowing the O-ring to function purely as a sealing element.
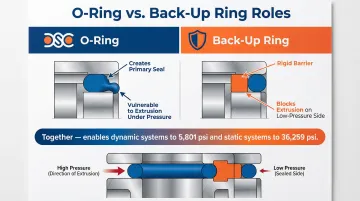
Back-up rings and O-rings serve opposite mechanical roles:
- O-rings: Elastic, compressible, create the seal — but vulnerable to extrusion under high pressure
- Back-up rings: Rigid, non-elastic (PTFE, PEEK, or filled compounds), positioned on the low-pressure side to block extrusion
This pairing lets standard O-rings handle pressures well beyond their normal limits. According to Trelleborg's sealing reference, dynamic systems can reach 5,801 psi (40 MPa) and static systems up to 36,259 psi (250 MPa) when properly supported.
Types of PTFE Back-Up Ring Configurations
Three primary configurations exist, each designed for specific pressure ranges, installation methods, and system geometries. Knowing which to use helps you match the right ring to your pressure requirements, maintenance access, and budget constraints.
Solid (Uncut) Back-Up Rings
Solid rings have no cuts or splits, providing maximum strength and pressure resistance up to 10,000+ psi. The continuous structure eliminates weak points where O-ring material could extrude, making solid rings the preferred choice for extreme-pressure applications.
Installation requires stretching the ring over the rod or piston during assembly, limiting use to applications where hardware can be disassembled. This makes solid rings impractical for field maintenance scenarios — if replacing seals without removing the rod or shaft is a requirement, a split or spiral-wound configuration is the better fit.
Ideal applications include:
- High-pressure hydraulic cylinders operating above 7,000 psi
- Static seals in valve bodies where maximum extrusion resistance is critical
- Systems where hardware disassembly during initial installation is acceptable
- Applications requiring compliance with MS27595 specifications
Split (Scarf-Cut) Back-Up Rings
Scarf-cut rings feature a single diagonal cut at 30° or 45°, allowing installation without hardware disassembly. The angled cut enables the ring to open for placement around assembled rods or shafts, then close under pressure to bridge the extrusion gap.
Pressure capability reaches 5,000–7,000 psi, with the cut angle affecting how well the ring closes under pressure. The 45° cut provides easier installation and greater flexibility, while the 30° cut offers slightly higher pressure resistance by minimizing the gap at the cut interface. At pressures consistently above 7,000 psi, material can begin to nibble — or incrementally extrude — at the cut interface, which is why split rings aren't recommended beyond that threshold.
Split rings manufactured to MS28774 specifications ensure dimensional consistency and interchangeability across suppliers. This standardization simplifies maintenance and reduces inventory complexity in facilities using multiple equipment manufacturers.
Spiral-Wound Back-Up Rings
Spiral-wound rings consist of overlapping coiled material that expands radially under pressure to fill extrusion gaps more effectively than other configurations. The multi-turn design allows the ring to expand and contract with temperature fluctuations and hardware tolerances, maintaining consistent gap coverage.
These rings support pressures up to 15,000 psi and offer superior conformability in applications with large or variable extrusion gaps. The spiral construction also compensates for thermal expansion, making them the go-to choice for systems with temperature swings exceeding 200°F.
Limitations include:
- Higher cost (2–3x solid rings, with some sizes costing 6.5x more)
- Limited size availability compared to solid and split configurations
- Primarily used in critical aerospace, oil & gas, and extreme-duty industrial applications where performance justifies the premium
Comparison Summary
| Configuration Type | Pressure Rating | Installation Ease | Cost Factor | Best Applications |
|---|---|---|---|---|
| Solid (Uncut) | Up to 10,000+ psi | Difficult (requires disassembly) | 1x (baseline) | High-pressure hydraulics, static valve seals |
| Split (Scarf-Cut) | Up to 5,000–7,000 psi | Easy (no disassembly) | 1–1.5x | Maintenance-accessible systems, moderate pressure |
| Spiral-Wound | Up to 15,000 psi | Easy (no disassembly) | 2–6.5x | Extreme pressure, large temperature swings, critical applications |
Installation Note:
- Bidirectional applications (pistons): Use two back-up rings, one on each side of the O-ring, to protect against pressure from either direction.
- Unidirectional applications (rods): One ring on the low-pressure side is sufficient.
Material Options for PTFE Back-Up Rings
While all back-up rings use PTFE-based materials, filler selection significantly shapes performance in temperature, wear, and chemical resistance.
Virgin (Unfilled) PTFE
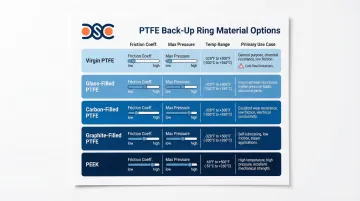
Virgin PTFE offers the lowest friction coefficient (0.05-0.10), making it ideal for dynamic applications like reciprocating rods. This low friction reduces heat generation and wear on both the back-up ring and mating hardware surfaces.
The temperature range spans -400°F to +500°F, and PTFE exhibits universal chemical resistance to nearly all industrial fluids and solvents. However, virgin PTFE tends to cold flow under sustained high pressure, causing dimensional changes that may reduce effectiveness over time.
Recommended for:
- Low to moderate pressure dynamic seals (up to 3,600 psi)
- Applications requiring FDA/food-grade compliance (CFR 177.2600)
- Chemical processing environments with aggressive media
- Systems where low friction is critical to prevent heat buildup
Filled PTFE (Glass, Carbon, Graphite)
Fillers (15-25% by weight) increase hardness, reduce cold flow, and improve dimensional stability under load. Filled PTFE extends pressure capabilities up to 5,800 psi (40 MPa) in dynamic applications.
Each filler type suits different operating environments:
| Filler | Key Advantage | Best For | Watch Out For |
|---|---|---|---|
| Glass | Highest wear resistance and pressure capability | High-pressure hydraulic cylinders | Abrasive to soft hardware finishes |
| Carbon | Thermal conductivity + dimensional stability | Pneumatic and non-lubricated systems | Lower max pressure than glass |
| Graphite | Low friction + chemical resistance | Corrosive media, dry-running applications | Reduced strength vs. glass-filled |
Filled materials sacrifice some chemical resistance and may have temperature limitations (typically -100°F to +500°F depending on filler). The filler particles can react with certain aggressive chemicals that virgin PTFE would resist.
PEEK and Other High-Performance Alternatives
When PTFE's cold flow or wear limits become the failure point, PEEK is the next step up — though at 3-5x the material cost. PEEK provides superior dimensional stability and can handle pressures up to 20,000 psi.
PEEK advantages include:
- Higher temperature rating (+500°F continuous, compared to PTFE's upper limit)
- Superior dimensional stability with minimal cold flow or creep
- Excellent wear resistance in abrasive environments
- Higher tensile strength and modulus for extreme loading conditions
PEEK makes sense for high-speed hydraulics or extreme thermal cycling where PTFE simply won't hold its shape. The cost premium is easy to justify when a seal failure carries consequences — downtime, safety risks, or contamination — that far outweigh the material investment.
What to Consider When Selecting PTFE Back-Up Rings
Six factors drive back-up ring selection: pressure, temperature, extrusion gap, application type, chemical compatibility, and installation constraints. Getting these right determines seal life, maintenance frequency, and whether your system runs reliably between scheduled shutdowns.
Operating Pressure
Pressure determines whether a back-up ring is needed at all: dynamic seals require back-up rings above 100 bar (1,450 psi), static seals above 950 bar (13,775 psi). Below these thresholds, standard O-rings typically provide adequate sealing without extrusion support.
Pressure-based configuration guidance:
- 1,500–5,000 psi: Split rings offer adequate protection with easier installation
- 5,000–10,000 psi: Solid rings required for consistent extrusion resistance
- Above 10,000 psi: Spiral-wound configurations or PEEK materials necessary
Pressure spikes and cycling affect selection significantly. Systems with frequent pressure transients should use more robust configurations than continuous-pressure applications, even if average operating pressure falls within split ring capabilities. A system cycling between 0–6,000 psi experiences more severe extrusion forces than one operating continuously at 6,000 psi.
Temperature Range
PTFE's mechanical properties shift with temperature. Below -100°F it becomes brittle; above +500°F it begins to degrade. Note the phase transition between 65°F–77°F: PTFE undergoes significant volume change in this range, which can affect sealing in applications that cycle through ambient temperatures repeatedly.
Thermal cycling causes dimensional changes; applications with wide temperature swings (>200°F range) require tighter extrusion gap tolerances or spiral-wound rings that accommodate expansion and contraction. A hydraulic cylinder that starts at -40°F and reaches +300°F under load is a common example — that 340°F swing can exceed what solid rings handle reliably.
Filled PTFE temperature ranges:
- Glass-filled: -100°F to +500°F (limited by PTFE matrix)
- Carbon-filled: -100°F to +500°F (similar to glass-filled)
- Graphite-filled: -100°F to +500°F (graphite stable beyond PTFE limits)
Extrusion Gap Size
The extrusion gap is the radial clearance between mating hardware surfaces, typically ranging from 0.003" to 0.030" depending on application. As pressure increases, permissible clearance decreases significantly; at 3,000 psi (20 MPa), clearance may need to be as tight as 0.001 inch (0.03 mm).
Larger gaps require thicker back-up ring cross-sections or multiple rings. The rule of thumb: back-up ring thickness should be at least 1.5x the extrusion gap to provide adequate support without excessive compression.
Proper hardware tolerancing — tighter clearances — reduces back-up ring requirements and improves overall seal performance. Investing in precision machining to minimize extrusion gaps often delivers better long-term value than compensating for loose tolerances with premium ring materials. That said, when hardware tolerances are fixed, application type dictates how aggressively you need to spec the ring itself.
Application Type: Static vs. Dynamic
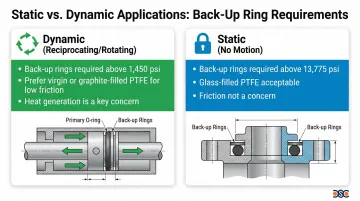
Static applications (no relative motion) differ fundamentally from dynamic applications (reciprocating or rotating motion) in their back-up ring requirements.
- Dynamic applications require virgin or graphite-filled PTFE for low friction. Reciprocating or rotating motion generates heat through friction; low-friction materials prevent temperature buildup that degrades the O-ring. Dynamic seals typically need back-up rings at much lower pressures (100 bar / 1,450 psi) than static seals due to motion-induced extrusion forces.
- Static applications can use harder glass-filled materials for maximum pressure resistance without concern for friction-generated heat. Static seals tolerate higher pressures before requiring extrusion support — up to 950 bar (13,775 psi) — though best practice recommends back-up rings above 1,500 psi.
Chemical and Media Compatibility
PTFE handles the vast majority of industrial chemicals without issue. Two categories are the exception: molten alkali metals (sodium, potassium) and elemental fluorine gas at high temperature. Both require alternative seal materials or metal sealing systems.
Media type affects O-ring selection more than back-up ring selection, but compatibility still matters on both sides. A Viton O-ring paired with a PTFE back-up ring performs well in aggressive chemicals — unless the O-ring swells significantly, in which case it may extrude past the ring regardless of ring quality. Material pairing matters as much as individual material choice.
DSC's ISO 17025 accredited lab and ISO 9001:2015 certified quality system tests custom material combinations for specific chemical environments, confirming compatibility before production use.
Installation and Maintenance Constraints
Solid rings require hardware disassembly for installation, while split rings can be installed on assembled equipment during maintenance. This difference significantly impacts total cost of ownership in systems requiring frequent seal replacement.
Spiral-wound rings are the easiest to install but carry the highest unit cost. Weigh installation difficulty against maintenance access frequency — that ratio usually points to the right configuration for your service life.
Bidirectional pressure applications should use two back-up rings to prevent incorrect installation and ensure protection regardless of pressure direction. Single-ring installations in bidirectional systems risk catastrophic failure if the ring is installed on the wrong side.
How DSC Can Help
DSC's technical staff works through your specific application requirements — pressure, temperature, media compatibility, hardware geometry — to recommend the right back-up ring configuration and material. With decades of experience in the precision molded rubber industry, we stock all three PTFE back-up ring configurations and can source specialized compounds quickly.
DSC's capabilities include:
- Access to hundreds of PTFE compounds — virgin, glass-filled, carbon-filled, and graphite-filled
- ISO 17025 accredited lab and ISO 9001:2015 certified quality system for custom material development and chemical compatibility testing
- Warehouse in Plymouth, Michigan near major shipping lanes for fast, cost-effective delivery
- Non-standard sizes, special filler formulations, and application engineering support for challenging sealing problems
Our back-up rings are sized and tooled for the full AS568 O-ring series in 90 durometer NBR and FKM, with PTFE options for high-pressure, high-temperature, or chemically aggressive environments. DSC serves oil & gas, aerospace, hydraulics, food & beverage, and general industrial customers across the country.
To discuss your back-up ring requirements, contact DSC at 313-887-4695. Technical consultation is available, including FEA analysis, reliability design verification, and bench testing under your actual operating conditions.
Conclusion
The right PTFE back-up ring configuration comes down to matching technical specifications—pressure rating, temperature range, and operating conditions—to your specific application. The difference between solid, split, and spiral-wound configurations impacts seal performance, maintenance intervals, and total cost of ownership.
Proper back-up ring selection prevents costly O-ring failures, extends seal life by 3-5x, and reduces unplanned maintenance downtime. A $10 back-up ring that prevents a $10,000 production shutdown pays for itself many times over; the math becomes obvious once you've priced out a single unplanned outage.
That same cost-awareness should carry into ongoing maintenance. Review back-up ring performance periodically—especially when operating pressures shift or seal life shortens unexpectedly. Catching extrusion damage early gives you a scheduled replacement window instead of an emergency one.
Frequently Asked Questions
When to use a backing ring?
Back-up rings are required when operating pressures exceed 100 bar (1,450 psi) for dynamic seals or 950 bar (13,775 psi) for static seals. They're also needed when extrusion gaps are large enough to allow O-ring material into hardware clearances under load. Best practice: investigate back-up rings for any application above 1,500 psi regardless of seal type.
What are the different types of backup rings?
Three main types exist: solid (uncut) rings for maximum pressure resistance up to 10,000+ psi; split (scarf-cut) rings for easier installation in closed grooves up to 5,000–7,000 psi; and spiral-wound rings for extreme pressures up to 15,000 psi, wide temperature swings, or variable extrusion gaps.
Is PTFE good for O-rings?
PTFE is not typically used for O-rings themselves, which require elasticity to create a seal through compression. However, PTFE is the ideal material for back-up rings due to its chemical resistance, low friction coefficient (0.05-0.10), and dimensional stability under pressure. PTFE back-up rings support elastomeric O-rings in high-pressure applications.
What is the difference between virgin and filled PTFE back-up rings?
Virgin PTFE delivers the lowest friction (0.05–0.10) for dynamic applications but can cold flow under sustained pressure above 3,600 psi. Filled PTFE — with glass, carbon, or graphite at 15–25% by weight — raises pressure capability to 5,800 psi and improves wear resistance, at the cost of slightly higher friction.
How do I determine the correct back-up ring size?
Match the back-up ring dash number to the O-ring size per AS568 standards. Ring thickness should be at least 1.5x the extrusion gap, and groove depth must accommodate both components without over-compression. Consult manufacturer groove design charts for exact dimensions.
Can I use two back-up rings for extra protection?
Bidirectional pressure applications (pistons) should always use two back-up rings, one per side, to protect against pressure from either direction. Unidirectional applications may warrant dual rings above 7,000 psi or when extrusion gaps exceed 0.010".